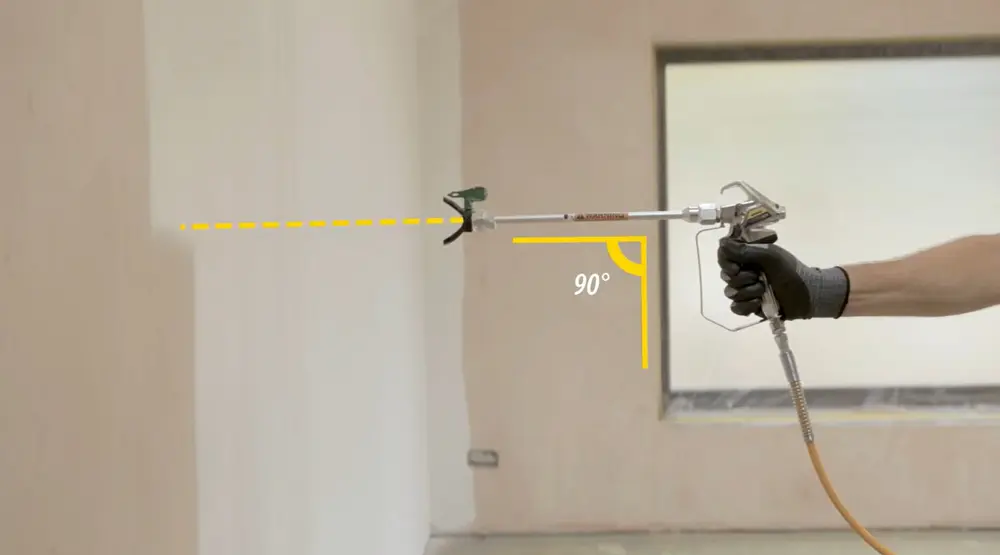
Facteurs à prendre en compte si vous souhaitez des finitions fines
La méthode de pulvérisation est décisive, mais n'oubliez pas non plus la préparation
Même si, par ailleurs, vous avez tout fait correctement et travaillé selon les recommandations du fabricant, un simple "détail" comme le stockage de la peinture peut perturber la pulvérisation. Après tout, une peinture à 5 °C a une viscosité complètement différente de celle d'une peinture à température ambiante. Vous voyez donc qu'il y a beaucoup plus de facteurs en jeu que la simple méthode de pulvérisation choisie ou la pression appliquée.

Facteurs déterminants
Dans l'introduction, nous avons déjà donné un exemple de la facilité avec laquelle les choses peuvent mal tourner. En effet, le résultat final dépend d'une combinaison de facteurs.
Préparation
La préparation est au moins aussi importante pour le degré de finition que le processus de pulvérisation qui suit. Sans une surface égale, vous n'obtiendrez jamais un résultat lisse. Plus le brillant que vous recherchez est élevé, plus un bon ponçage devient crucial. Dans le cas d'un ponçage correctif, par exemple, on commence toujours par un grain grossier, puis on l'affine progressivement. N'oubliez pas de dégraisser d'abord, sinon vous risquez de poncer la graisse dans la surface, ce qui pose bien sûr des problèmes par la suite. Après le dégraissage et le ponçage, la dernière étape de la préparation est le dépoussiérage.

pulvérisation fine
Un haut degré de finition exige une pulvérisation fine des gouttelettes de peinture. Dans le cas d'une pulvérisation fine, les gouttelettes sont très proches les unes des autres. De cette manière, une tension se crée pendant le processus de séchage, ce qui permet d'obtenir un résultat final solide.
La finesse des gouttelettes pulvérisées dépend largement de la méthode de pulvérisation choisie, à savoir la pulvérisation par air ou par matériau. La première option offre un meilleur contrôle, et vous le remarquerez dans le jet d'eau. Nous allons approfondir plus en détail les différentes techniques de pulvérisation.
Viscosité de la peinture
En général, plus la peinture est épaisse, plus le résultat est grossier. La température a, entre autres, un impact sur la viscosité de la peinture. Rappelez-vous l'exemple de l'introduction. En outre, la peinture est toujours plus fine et plus fluide que la peinture murale. Cela met en évidence une autre fonction: une peinture murale mate peut dissimuler beaucoup d'erreurs. D'où sa popularité historique.
Niveau de brillance de la peinture
La haute brillance est la finition la plus élevée et ne pardonne aucune erreur. C'est très différent d'une peinture murale mate (voir aussi le point précédent). Plus le niveau de brillance est élevé, plus la pulvérisation devient critique.

3 modes d'application
Il en existe d'autres, mais pour les applications fines dans la construction, les systèmes HVLP, airless et airmix (également appelé aircoat) sont de loin les plus utilisés. Dans ce qui suit, nous expliquons d'abord leur fonctionnement dans chaque cas, puis nous présentons leurs avantages et inconvénients respectifs.
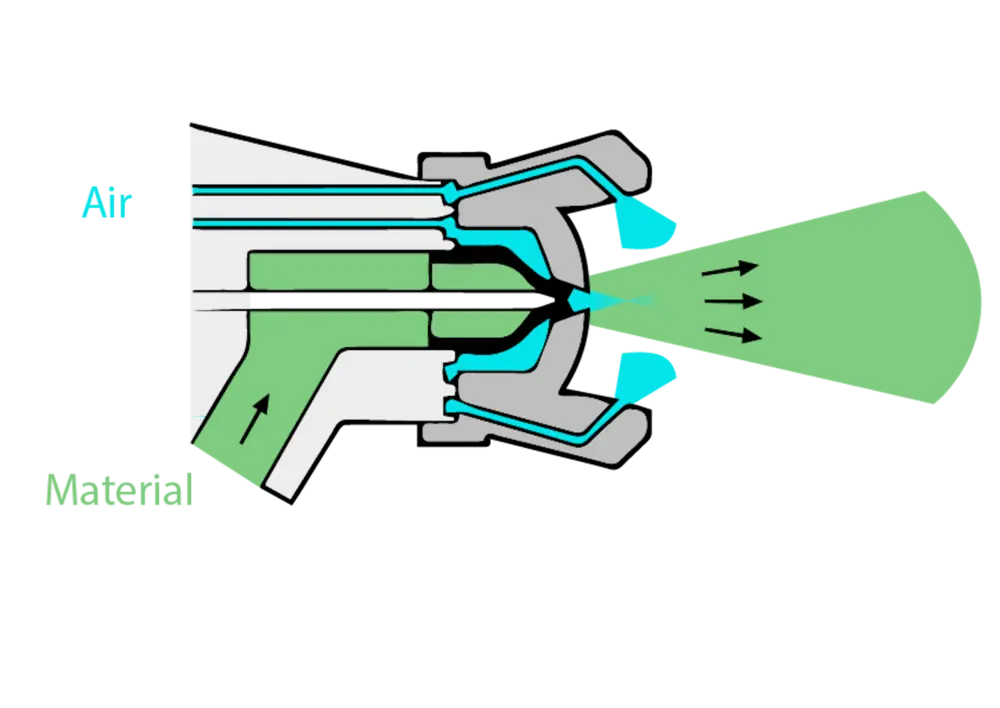
Haut volume basse pression (HVLP)
La pulvérisation HVLP est une forme de pulvérisation avec air dans laquelle l'air est soufflé sur la peinture à basse pression (0,7 bar, mesuré à la sortie du chapeau d'air) mais à un débit d'air élevé de 425 l/min en moyenne. La basse pression ne sert qu'à transporter le matériau du seau de peinture à la buse, et donc pour la pulvérisation. L'alimentation en air s'en charge.
La pulvérisation à l'air offre à l'utilisateur un grand contrôle et la pulvérisation fine rend cette technique d'application excellente pour une finition serrée. L'inconvénient de cette pulvérisation fine est qu'il faut tenir compte de la pollution environnementale nécessaire. Sachez également que la pulvérisation avec air ne s'applique qu'avec des produits peu liquides, comme les laques.
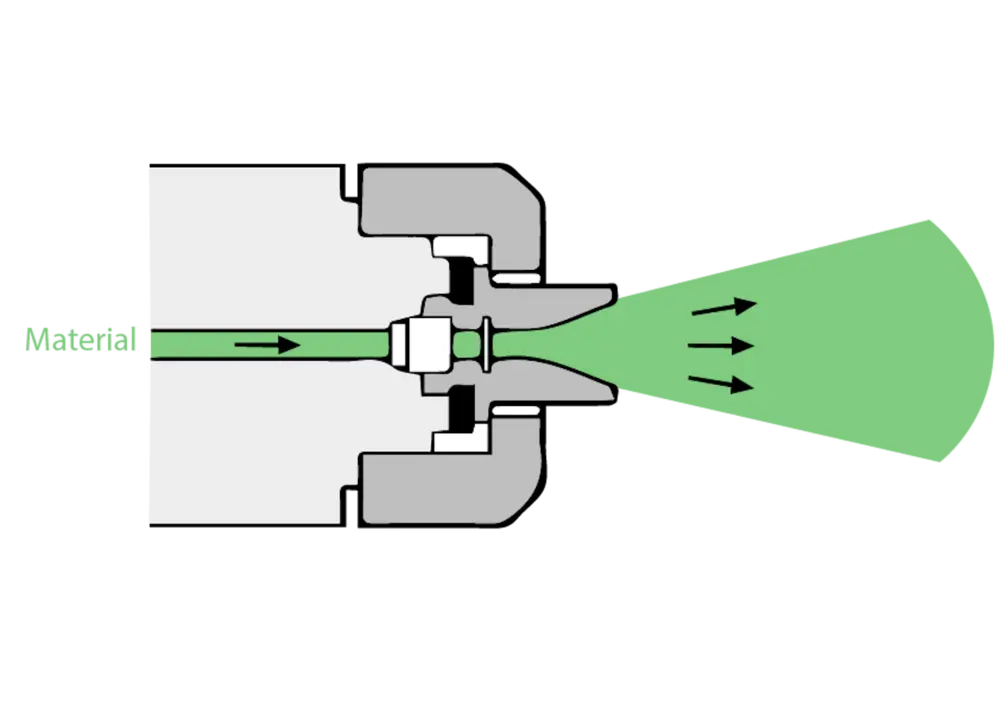
airless
L'airless utilise l'a pulvérisation du matériau. Contrairement à la pulvérisation à air, la pulvérisation se fait cette fois-ci par la pression de la pompe. Il n'y a pas d'air du tout ici. La haute pression – jusqu'à 300 bars (et même plus dans les applications industrielles) – force la peinture à passer par une buse ou un embout de pulvérisation très fin.
Cette combinaison de la haute pression et de la fine buse de pulvérisation atomise automatiquement des quantités relativement importantes de matériau, ce qui se traduit par une vitesse de travail élevée. Même les matériaux visqueux peuvent être traités grâce à la haute pression. Par rapport à la pulvérisation HVLP, la qualité de la finition est un peu moins bonne; la pulvérisation est plutôt grossière et, en tant que peintre, vous avez moins de contrôle.
Assisté par air (airmix ou aircoat)
La pulvérisation avec assistance par air se situe entre les deux méthodes d'application précédentes. Bien que la pulvérisation se fasse de la même manière que pour l'airless, elle se fait à une pression beaucoup plus faible (entre 40 et 120 bars), de sorte que le jet de peinture est plus doux et qu'il y a moins d'overspray. Bien sûr, la pression plus faible nuit à une pulvérisation optimale. Mais cette perte est compensée par l'ajout d'une petite quantité d'air de pulvérisation (80 l/min).
Composants importants
Sans entrer dans le détail de tous les composants d'une installation, nous souhaitons expliquer brièvement les plus importants. Ici, nous devons à nouveau partir de la distinction fondamentale entre la pulvérisation avec air et la pulvérisation avec matériau.
Turbine et buse
Dans le segment de la pulvérisation avec air, une turbine assure l'alimentation en air en aspirant une certaine quantité d'air (400–600 l/min) dans la pièce en direction du pistolet. Outre l'air présent, la turbine aspire naturellement le brouillard de peinture. Il s'agit donc de maintenir les filtres propres.
Outre l'alimentation en air, pour laquelle le débit de la turbine à entraînement électronique peut être réglé, vous devez également examiner l'ouverture de l'aiguille du pistolet, du point de vue du contrôle du processus,. En effet, sa taille détermine la vitesse de travail. Pour un fonctionnement optimal, en tant que peintre, vous devez donc rechercher le bon rapport entre le débit d'air et la quantité de peinture. Les recommandations des fabricants peuvent certainement servir de guide à cet égard.

Pompe, buse et valve d'air
Toujours dans l'optique du contrôle du processus, dans le cas de la pulvérisation avec matériau, vous devez faire correspondre correctement les réglages de la pompe, de la buse de pulvérisation (atomisation à 80%) et de la vanne d'air (optimisation). Pour commencer, le dimensionnement de la pompe doit être adapté à l'application. Exemple simple: si vous peignez dix portes un jour par semaine, vous avez besoin d'une puissance plus faible que si vous le faites tous les jours.
En même temps, vous devez penser au type de pompe que vous allez utiliser. Avec une pompe à membrane, vous pouvez travailler sans pulsation à partir d'une pression de 10 bars, alors qu'une pompe à piston présente des problèmes à partir de 50 bars en raison de l'utilisation d'une commande électronique (avec capteur de pression). Une pompe à diaphragme présente l'avantage supplémentaire de contenir beaucoup moins de peinture dans le système (environ 120 cc). Elles sont, bien sûr, légèrement plus chères.
DÉPANNAGE DES PROBLÈMES
Tout d'abord, les informations les plus importantes concernant une peinture ou une laque se trouvent sur la fiche technique. Cette fiche vous indique si le produit peut être pulvérisé, quel embout vous devez utiliser, etc. Mais si quelque chose ne va pas, quels sont les facteurs qui peuvent être à l'origine de la déformation du jet, par exemple l'effet de queue? Il y en a beaucoup. Nous en sélectionnons quatre parmi les plus courants.
• Température de la peinture: à basse température, la peinture devient visqueuse. Si vous laissez la peinture dans le fourgon pendant l'hiver, la température de la peinture peut facilement descendre à 5 °C. Vous ne pouvez pas l'utiliser de la même manière qu'une peinture à température ambiante. Dans ce cas, ajustez les paramètres (y compris les pressions utilisées).
• Entretien général: en fait, il est sous-exposé dans cet article car pour tous les systèmes, un bon rinçage et un bon nettoyage sont indispensables pour un bon résultat final. Un filtre mal entretenu, par exemple, s'encrasse. La résistance plus élevée qui en résulte conduit à une pulvérisation perturbée.
• Changement de couleur: Après un changement de couleur, certaines personnes ont tendance à oublier d'ajuster la pression à l'autre type de peinture. Chaque type de peinture a sa propre viscosité. Un blanc de base est généralement un peu plus épais que la couleur d'accentuation. Si vous omettez ensuite d'ajuster la pression, la probabilité d'apparition de coureurs augmente.
• Mauvaise ouverture de la buse de pulvérisation: trop ou pas assez de produit? Souvent, la cause réside dans une mauvaise ouverture. Ajuster la pression n'a alors aucun sens et conduit souvent à une augmentation du brouillard. Par ailleurs, une buse de pulvérisation est sujette à l'usure. Une buse de pulvérisation usée entraîne également une déformation du jet.
Innovations

Nous aimons conclure par un regard sur l'avenir proche et un peu plus lointain. Aujourd'hui, nous voyons les fabricants proposer des optimisations pour aider le peintre à obtenir une plus belle finition. Dans le segment de la pulvérisation avec matériaux, par exemple, les ensembles de tuyaux avec éléments chauffants internes existent depuis un certain temps. Ceux-ci garantissent que le peintre peut toujours travailler avec les mêmes paramètres, quelle que soit la saison.
Par ailleurs, la combinaison de l'airless avec un rouleau à peinture existe déjà et vous fera gagner du temps. Quant à cet avenir, les fabricants travaillent actuellement sur des applications automatiques, en utilisant des drones. Les tests battent leur plein. Les applications connectées sont la prochaine étape. Il s'agira d'une base de données basée sur une image du pot de peinture qui pourra fournir des indications sur la pression et les autres paramètres appropriés. Les fabricants espèrent rendre la vie du peintre beaucoup plus facile grâce à ces améliorations.
Avec la collaboration de Graco, Storch et WSB Finishing Equipment