Le soudage durable peut rapporter gros
Quels sont les facteurs qui influencent l'empreinte carbone du soudage?
L'automatisation et la robotisation ne sont qu'une partie des changements que connaît le soudage. Le développement durable va également s'imposer et entraîner des changements dans les années à venir. Et ce n'est pas forcément une mauvaise chose pour les entreprises de soudage. Bien au contraire.
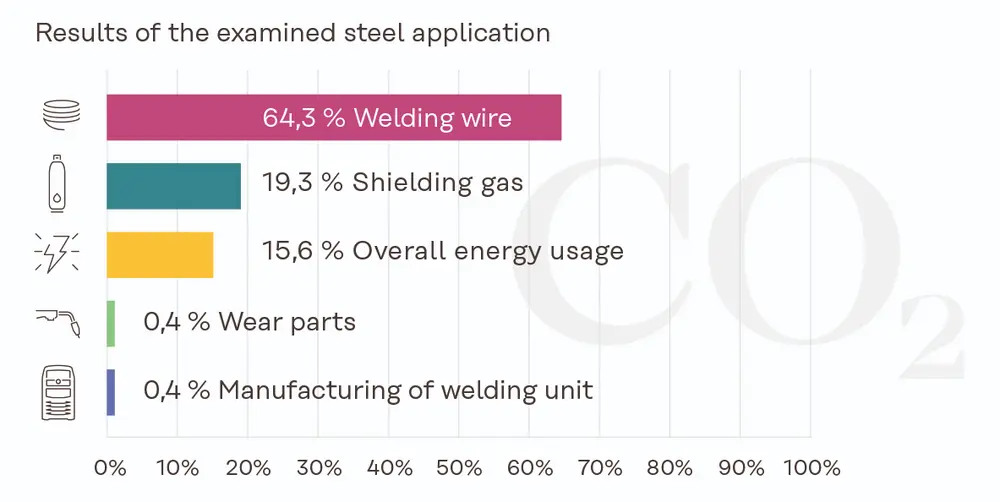
En collaboration avec des chercheurs du Fraunhofer IPK, Fronius a réalisé une analyse du cycle de vie (ACV) pour le soudage TPS et CMT (transfert de métal à froid). Selon cette ACV, le fil est responsable de près des deux tiers des émissions de CO2, soit 64,3%. Le gaz protecteur vient en deuxième position avec 19,3% et la consommation d'énergie représente 15,6%. Le reste, à peine un demi pour cent, est imputable à la production des systèmes de soudage eux-mêmes. C'est donc le levier du matériau qu'il faut actionner en premier
Selon le Fraunhofer IPK, le procédé de soudage hybride présente l'empreinte écologique la plus faible parmi les techniques étudiées. Ce concept hybride combine le soudage au laser et le soudage à l'arc. La faible empreinte écologique est principalement due au fait que l'on utilise moins de matériaux
Durabilité
Bien que la Commission européenne semble vouloir relâcher quelque peu la bride de la durabilité dans un avenir proche, Bruxelles reconnaissant que la pression sur l'industrie est très forte, ce sujet reste néanmoins une question d'actualité.
L'Institut fédéral de recherche et d 'essai des matériaux (Bundesanstalt für Materialforschung und -prüfung - BAM) en Allemagne a défini quatre facteurs importants lors de l'analyse du cycle de vie (ACV) d'un joint soudé. Pour ce faire, les ingénieurs allemands s'appuient en partie sur les connaissances de la World Steel Association. Ces quatre facteurs sont la consommation de matériaux (fil de soudage et matériau d'apport), la consommation d'énergie, la consommation de gaz et l'utilisation d'équipements de protection, tels que les lunettes de soudage.
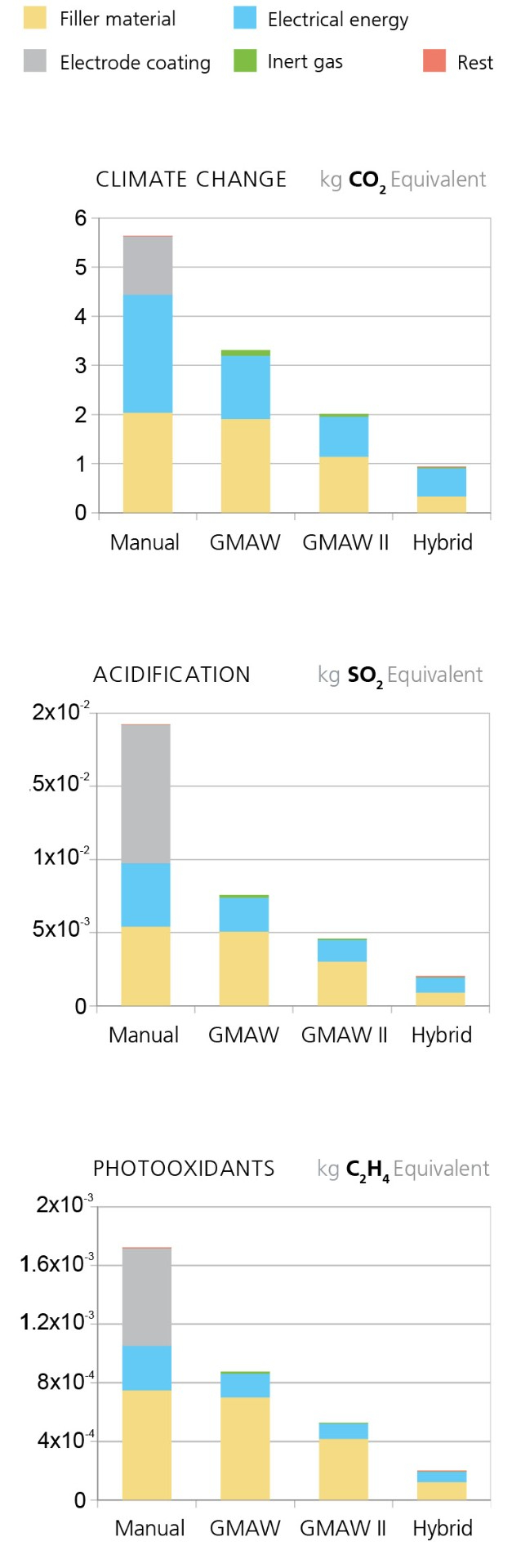
Afin de disposer de valeurs justes de comparaison, les chercheurs ont réalisé plusieurs soudures à l'aide de différentes techniques de soudage. Chacune d'entre elles portait sur une soudure d'un mètre de long. Les trois techniques de soudage étudiées étaient le soudage manuel à l'électrode, le soudage à l'arc sous protection gazeuse (GMAW) et le soudage laser-GMAW (hybride).
Selon ces chercheurs, le fil de soudage/le matériau d'apport et l'énergie sont les principaux facteurs contribuant aux émissions de CO2 pendant le soudage. L'empreinte CO2 du processus de soudage est déterminée, d'une part, par la source d'énergie: soude-t-on avec de l'électricité verte ou non? D'autre part, le fil de soudage et le gaz de protection semblent jouer un rôle important dans l'empreinte carbone.
Il est intéressant de noter que les techniques étudiées présentent de grandes différences. Le soudage à l'électrode manuelle est celui qui produit le plus d'émissions (l'équivalent de près de 5 kg de CO2), alors que le soudage hybride en produit environ 1 kg. Le soudage à l'arc sous gaz protecteur est également beaucoup plus écologique que le soudage manuel, mais continue d'afficher de moins bons résultats que le soudage hybride.
Le fil de soudage (ou matériau d'apport), les gaz de protection et la consommation d'énergie sont les éléments qui ont le plus d'impact sur les émissions de CO2 liées au soudage
Comment réduire l'empreinte écologique?
On pourrait penser qu'il n'y a pas grand-chose à faire sur ces trois aspects et que l'empreinte carbone du processus de soudage est donc un fait acquis. Cependant, l'industrie du soudage tente, grâce à la numérisation et à d'autres moyens, d'influer sur ces trois facteurs.
Les systèmes de soudage modernes permettent de réduire considérablement la quantité de gaz nécessaire. La nouvelle génération de diffuseurs de gaz est nettement plus efficace, car elle distribue le gaz de manière plus uniforme. Cela signifie que l'on obtient le même résultat avec moins de gaz.
D'autres cherchent à nouveau des gaz alternatifs ou des mélanges de gaz. Comme cela affecte directement la qualité du joint soudé ainsi que la productivité, il convient d'en tenir compte. Le dioxyde de carbone, par exemple, a une empreinte carbone plus faible mais peut affecter la qualité du joint de soudure. L'hélium peut remplacer l'argon pour le soudage de matériaux épais ou pour le soudage TIG ou MIG de l'aluminium ou de l'acier inoxydable. Dans les applications où la soudure peut être un peu plus rugueuse, par exemple dans les structures de bâtiments, le dioxyde de carbone peut parfois être une bonne alternative au gaz de protection, car il réduit également les coûts.
N'oubliez pas non plus de vérifier la pureté du gaz de protection. Celle-ci a également une incidence directe sur la qualité du soudage. Il est également possible de rechercher un autre procédé de soudage, qui peut ne pas nécessiter de gaz de protection.
Le soudage hybride est-il vraiment le Saint-Graal?
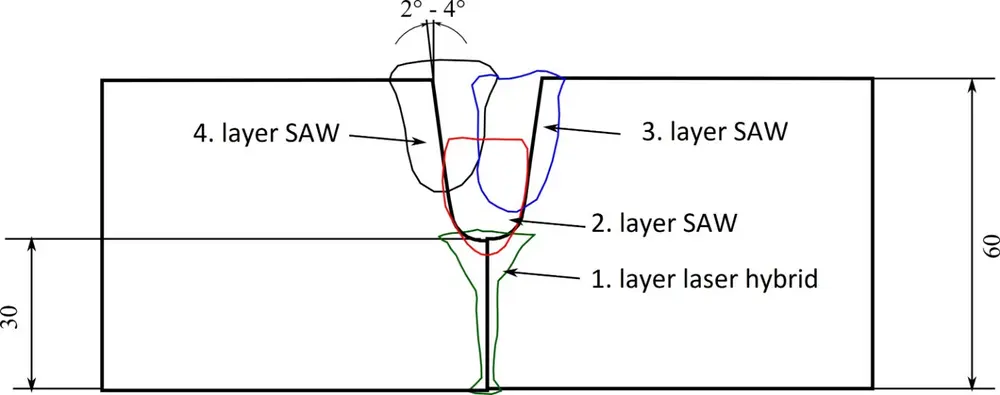
Les chercheurs voient un grand potentiel dans le procédé de soudage hybride: la combinaison du soudage au laser à haute puissance et du soudage à l'arc sous couverture de poudre. La combinaison de ces deux procédés permet de réduire les délais de soudage, d'augmenter la qualité et d'améliorer la rentabilité des PME.
En effet, le procédé de soudage hybride permet d'obtenir une pénétration profonde avec relativement peu de couches. La partie la plus profonde est soudée au laser, les parties plus larges sont soudées à l'arc. Cela nécessite moins de matériaux d'apport. Cette variante du procédé permet de souder de grandes épaisseurs de tôle avec un nombre réduit de couches et un apport de chaleur plus faible.
L'écologie semble ici aller de pair avec le coût, car en introduisant moins de chaleur, il y aura peu de contraintes résiduelles dans le matériau et un recuit à faible tension ne sera peut-être pas nécessaire.
Automatisation
L'automatisation et la numérisation constituent un autre moyen de réduire l'empreinte d'un processus de soudage. Un processus de soudage automatisé utilisera l'énergie et les matériaux de manière beaucoup plus efficace qu'un processus de soudage manuel. Le soudage automatisé réduit les rejets et les déchets. Cela a une incidence directe sur le prix de revient et donc sur la rentabilité de l'entreprise.
Le soudage automatique est disponible pour de plus en plus d'applications, y compris pour les petites séries, car la programmation du robot de soudage prend de moins en moins de temps. Les solutions sont la programmation paramétrique pour les petites pièces simples et la génération du programme de soudage à partir du modèle CAO. Cette dernière solution est en fait une application de la définition basée sur le modèle. Un fichier STEP est utilisé pour les données géométriques; les paramètres de soudage y sont ajoutés à l'aide d'un fichier xml. Cela peut réduire considérablement le nombre d'heures de programmation, ce qui permet de souder des séries plus petites à l'aide d'un robot. Les systèmes de programmation hors ligne des robots proposés par divers acteurs de l'industrie du soudage permettent également de poursuivre le soudage robotisé.

Avec le TruArcWeld 1000, Trumpf commercialise un robot de soudage qui n'a pratiquement pas besoin d'être programmé. L'ensemble dispose d'un tout nouveau type de système de suivi des cordons de soudure. Sur la base des images, le logiciel calcule les points et les paramètres de soudage
Techniques de soudage alternatives
Le soudage par friction comme alternative
On peut également envisager une autre technique de soudage, qui nécessite moins de matériau d'apport ou de fil de soudure, ou qui consomme moins d'énergie. Le soudage par friction, par exemple, est en plein essor depuis quelques années, notamment dans les applications liées aux voitures électriques.
Le soudage par friction ne nécessite pas de matériau supplémentaire, ni de gaz de protection. Et l'apport d'énergie est beaucoup plus faible. Il est largement utilisé pour l'aluminium en particulier. La résistance de la soudure est proche de celle de l'aluminium lui-même.
La résistance du joint soudé peut encore être augmentée en refroidissant avec des quantités minimales de liquide de refroidissement pendant le soudage (MQL, Minimal Quantity Lubrication). Cela permet d'augmenter l'avance et la vitesse de la broche, ce qui raccourcit le temps de soudage et a un effet positif sur la résistance du joint.
Le soudage par friction étant un processus automatisé, la précision de répétition est élevée. Les chercheurs affirment que le soudage par friction consomme 40% d'énergie en moins que le soudage à l'arc avec gaz de protection et produit 31% de gaz de chauffage en moins.

Le soudage par friction est-il une alternative écologique aux autres techniques de soudage? Oui, mais il doit être adapté à l'application. Pour l'aluminium, cela semble tout à fait possible. La photo montre un exemple d'échangeur de chaleur fabriqué par soudage par friction et intégré à un centre d'usinage Mazak
Soudage au laser
Le soudage au laser peut également être une alternative. Une étude allemande a comparé l'apport énergétique du soudage au laser de structures en acier à celui du soudage à l'arc traditionnel. Comme le laser transfère l'énergie dans la soudure de manière beaucoup plus efficace, les économies d'énergie par rapport aux procédés de soudage conventionnels peuvent atteindre 80%. Cela s'applique aux structures en acier pour les conteneurs, les éoliennes, les navires, le transport ferroviaire et les projets d'infrastructure.
Ces économies substantielles sont dues, d'une part, au fait qu'une grande partie de l'énergie de l'arc n'est pas utilisée efficacement pour le soudage et, d'autre part, au fait que - comme indiqué précédemment - un recuit à basse tension est souvent nécessaire. Cette opération consomme autant d'énergie que le soudage lui-même.
Étant donné que la fente de soudure dans de telles structures soudées est souvent plus large que ce qui est normalement le cas avec le soudage au laser, les chercheurs ont développé, en collaboration avec le secteur, une technologie spécialement conçue pour le soudage au laser de grandes structures d'acier. Outre les 80% d'économies d'énergie qu'elle permet, cette technologie nécessite jusqu'à 85% de matériaux d'apport en moins par rapport aux techniques de soudage conventionnelles.
Le Fraunhofer IWS a démontré l'applicabilité de cette technologie sur un profilé destiné à la construction d'une grue de 4 mètres de long. Le matériau avait une épaisseur de 30 mm. La nouvelle technique a permis de réduire les coûts de moitié par rapport au soudage sous-poudre; avec une tôle de 20 mm d'épaisseur, les économies sont encore plus importantes.
Comment fonctionne cette technologie (soudage laser multi-passages à joints étroits)? Le laser est placé sur le joint entre les deux bords de la tôle à souder, tandis qu'un matériau d'apport est ajouté. L'énergie du faisceau laser fait fondre les bords des pièces et le métal d'apport du fil, qui remplit alors l'espace entre les deux parties de la tôle. La tôle est découpée au plasma et la distance que le laser doit franchir peut aller jusqu'à 2 mm, ce qui n'est pas un problème pour le laser.
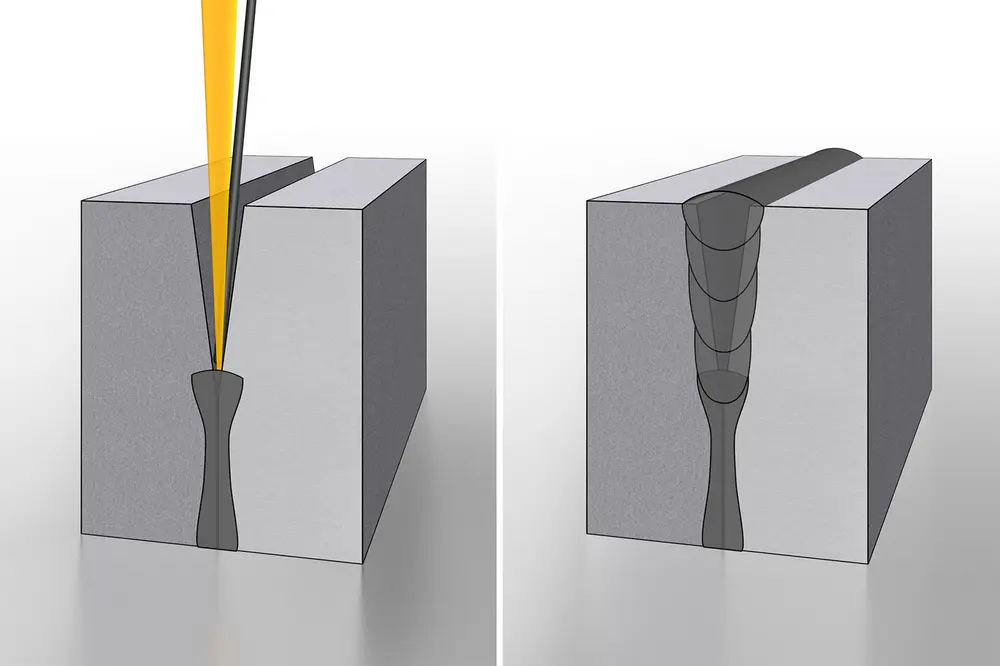
Voici à quoi ressemble le soudage au laser de tôles épaisses pour les structures en acier (photo Fraunhofer IWS)

Soudage par microlaser
Lorsqu'il s'agit de soudage, on pense rapidement à la réalisation de structures relativement grandes. Cependant, le soudage est également pratiqué à l'échelle microscopique. C'est notamment le cas dans l'industrie des semi-conducteurs et l'industrie médicale. Dans ce cas, le soudage au laser est la technologie la plus courante, car il est essentiel de contrôler l'apport de chaleur. Dans le cas du micro-soudage au laser, la composition du matériau est examinée de très près. De petites différences peuvent conduire à un rendu totalement différent du processus. Le rapport entre les éléments d'alliage doit se situer dans la norme, faute de quoi le processus devient imprévisible et la qualité ne reste pas constante.
