Nieuwe editie ISO 5817
kwaliteitsniveaus voor lasonvolkomenheden
De nieuwe editie van EN ISO 5817 is sinds maart in België gepubliceerd. Deze normering legt de verschillende kwaliteitsniveaus vast voor lasonvolkomenheden van gelaste smeltlasverbindingen in staal, nikkel en titanium. Ook elke lidstaat van Europa moest uiterlijk tegen september 2023 deze nieuwe versie nationaal ingevoerd hebben.
In 2019 werd de norm ISO 5817 onderworpen aan een systematic review om na te gaan of de 2014-versie gewijzigd moest worden. Tijdens de opleidingen tot visueel lasinspecteur VT(w)-2 stelde het Belgisch Instituut voor de Lastechniek (B.I.L.) vast dat heel wat cursisten moeilijkheden ervaarden om de norm in de praktijk toe te passen en dat zelfs ervaren inspecteurs vaak van mening durfden verschillen. Een revisie van de norm drong zich op, maar dan wel met fluwelen handschoenen. Een ingrijpende wijziging van de norm zou immers meteen (te) grote implicaties hebben. In dit artikel worden de belangrijkste wijzigingen verder toegelicht.
Een weldoordachte revisie van de norm ISO 5817 drong zich op, omdat toepassing ervan in de praktijk moeilijk verliep en zelfs ervaren inspecteurs van mening durfden te verschillen.
Inleiding

Al bij de start van de revisie namen experten die bezig waren met de revisie van ISO 8501-3 contact op (ISO 8501-3: Voorbehandeling van staal voor het aanbrengen van verven en aanverwante producten – Visuele beoordeling van oppervlaktereinheid – Deel 3: Reinheidsgraden van lassen, zaagsneden en andere gebieden met oppervlakteonvolkomenheden). De experten hadden hun bezorgdheid geuit ten aanzien van de implementatie van deze norm bij staalverwerkende bedrijven. Er deden zich namelijk problemen voor indien de klant van het staalbedrijf zowel een kwaliteitsklasse conform ISO 5817 opgeeft en bijkomend een reinheidsgraad conform
ISO 8501-3.
In de praktijk betekende dit dat er in ISO 8501-3 dikwijls hogere eisen gesteld werden dan in ISO 5817 ten aanzien van randinkarteling en onregelmatig lasoppervlak. Hierdoor kwam het geregeld voor dat lassen die al eerder goedgekeurd waren door de lasinspecteur, toch nog een nabehandeling moesten krijgen alvorens de deklagen konden aangebracht worden.
In de inleiding van de gereviseerde norm staat nu vermeld dat staalstructuren die nadien nog voorzien worden van deklagen mogelijks meer nabehandeling nodig hebben om te voldoen aan de eisen uit ISO 8501-3.

Definities
Vloeiende lasovergang werd tot op heden gedefinieerd als "gelijkmatig oppervlak zonder onregelmatigheden of scherpte bij de overgang tussen de lasrups en het moedermateriaal". Dit werd aangevuld met "en/of aangrenzende lasrupsen".
De term 'vloeiende lasovergang' staat bij een aantal onvolkomenheden als extra eis vermeld. Er was in de praktijk vaak discussie of dit ook van toepassing is als de onregelmatigheid zich voordoet tussen naast elkaar liggende lasrupsen, omdat de definitie enkel de overgang tussen de lasrups en het moedermateriaal vermeldt. De experten waren het erover eens dat ook de overgang tussen de lasrupsen onderling bedoeld wordt. De definitie werd bijgevolg aangevuld om duidelijkheid te scheppen.

Symbolen
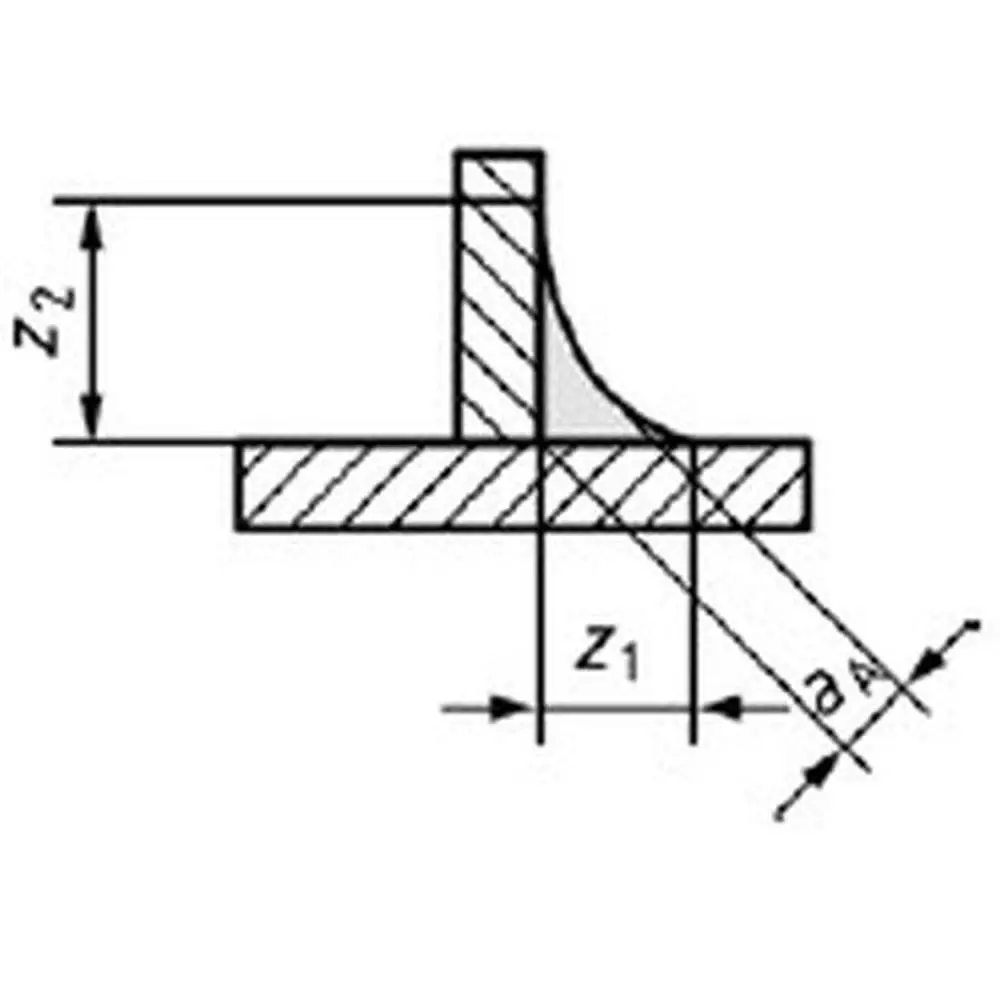
actuele keeldoorsnede (keeldoorsnede van de gelaste las)
Om de toegelaten grootte van een aantal onvolkomenheden bij hoeklassen te berekenen, werd een formule toegepast die de keeldoorsnede 'a' vermeldde. De definitie van 'a' in ISO 5817 omschreef 'a' als zijnde de nominale keeldoorsnede van de hoeklas, met verwijzing naar ISO 2553. Op verschillende figuren die de onvolkomenheid verduidelijkten, werd 'a' echter aangegeven als de actuele keeldoorsnede van de hoeklas. Dit heeft in het verleden al voor heel wat verwarring en discussie gezorgd. Om dit te vermijden, is de actuele keeldoorsnede 'aA' gedefinieerd, zodat de figuur nu overeenstemt met de toegepaste formules.

Tabel 1: grenswaarden voor onvolkomenheden
Algemeen
De formules die in ISO 5817:2014 een vermenigvuldiging en som bevatten, konden mogelijk leiden tot verkeerde resultaten als de juiste bewerkingsvolgorde niet werd toegepast. De volgorde van de bewerkingen in die formules is aangepast, om dit probleem te vermijden (eerst de vermenigvuldiging en dan pas de som).
Voor heel wat onvolkomenheden zijn de criteria voor dunne platen (tot 3 mm) en dikkere platen (> 3 mm) verschillend. Om te vermijden dat het verkeerde criteria toegepast wordt, zijn de beide criteria nu duidelijk gescheiden door een horizontale lijn.
1. Aan de oppervlakte optredende onvolkomenheden
Oppervlakteporie (ISO 6520-1-2017)
Het gebeurt niet zo vaak, maar het is mogelijk dat er in de laswortel een porositeit voorkomt. Sommigen zijn van oordeel dat 'oppervlakteporositeit' enkel op de laskap kan voorkomen en catalogeerden deze onvolkomenheid verkeerdelijk als "poreusheid in de wortel van de las" (ISO 6520-1-516). Om dit te vermijden, wordt nu vermeld dat deze onvolkomenheid zowel op de laskap als op de laswortel kan voorkomen.
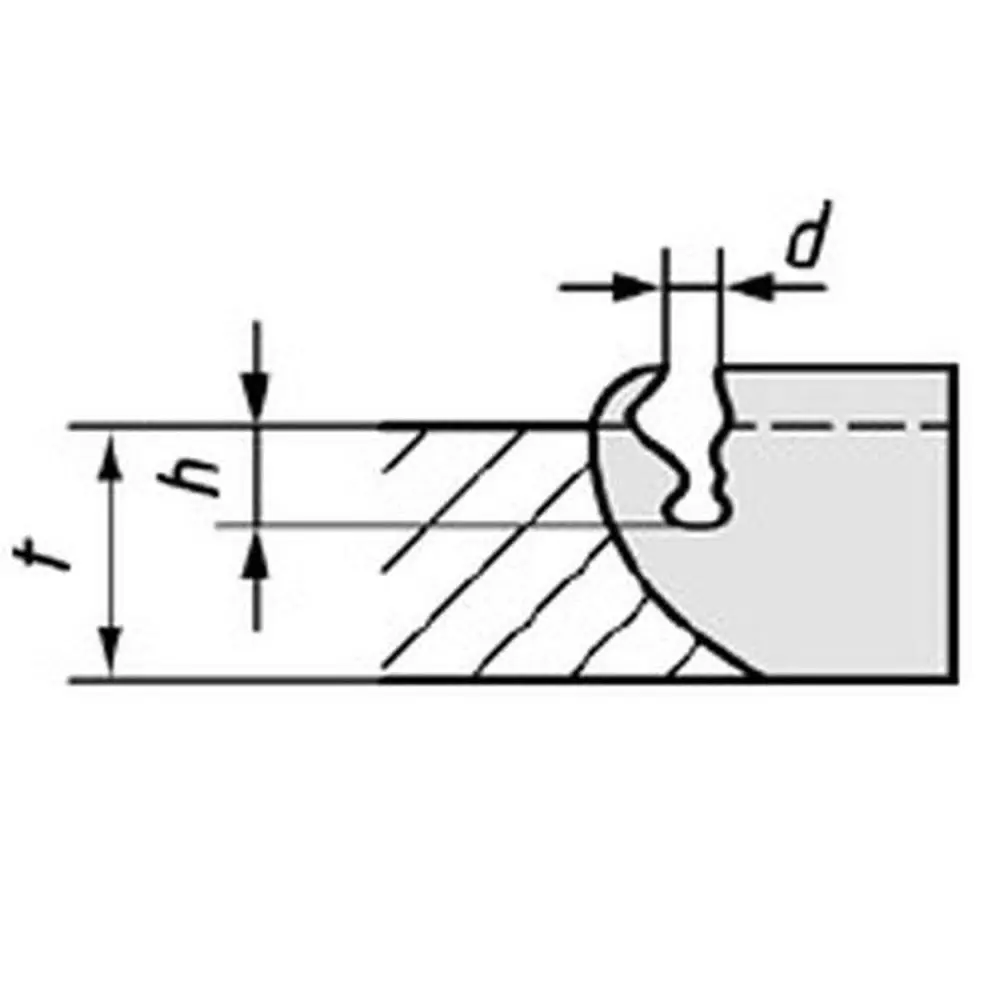
Eindkrater (ISO 6520-1-2025)
In ISO 5817:2014 is de onvolkomenheid 'eindkrater' enkel voorzien van een tekening met een stompe las, wat de indruk gaf dat deze onvolkomenheid enkel voor stompe lassen geldig was. Het criterium om de aanvaarding te beoordelen was bovendien enkel gericht op de diepte, die in veel gevallen niet meetbaar is.
Voor zowel een stompe las als een hoeklas zijn nieuwe figuren opgenomen en is, naast de diepte, ook de diameter van de eindkrater als afkeurcriterium opgenomen. Voor de diameter zijn dezelfde criteria als voor oppervlakteporie vastgelegd. Het zal dus noodzakelijk zijn om zowel de diepte (indien mogelijk) als de diameter te beoordelen.
Stompe lassen en hoeklassen hebben elk hun aparte formules. Het criterium voor de hoeklas maakt gebruik van de actuele keeldoorsnede.
(Zie Foto 1a en Foto 1b in de slider)

Bindingsfout (ISO 6520-1 -401)
Ter verduidelijking zijn er 2 nieuwe figuren toegevoegd. De figuur van de bindingsfout in de wortel werd overgebracht van groep 2 (interne onvolkomenheden) naar groep 1.
Voor microbindingsfout werd bijkomend vermeld dat het om een vergroting van minimaal 50x gaat.
(Zie Foto 2a en Foto 2b in de slider)
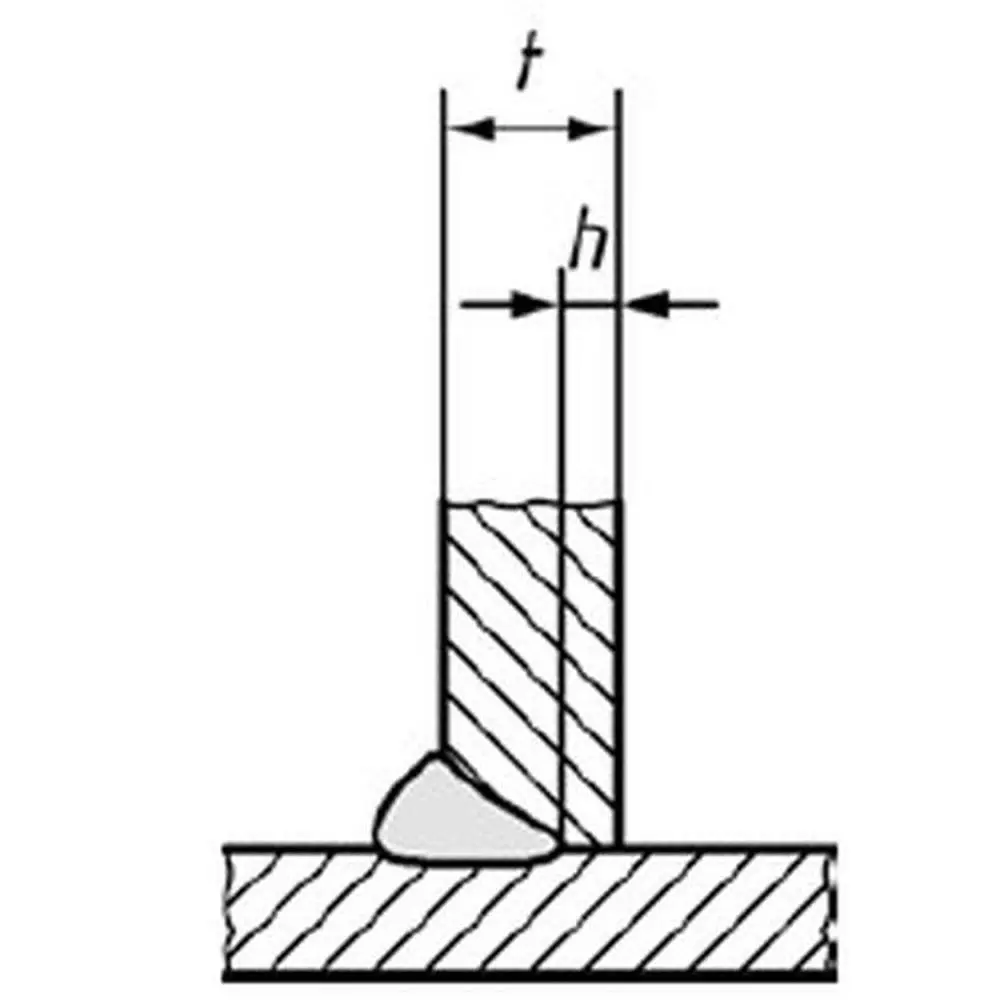
onvolkomen doorlassing in de grondlaag (ISO 6520-1-4021)
In de opmerking werd toegevoegd dat deze onvolkomenheid enkel van toepassing is in het geval er een volledige doorlas vereist is en werd een nieuwe figuur toegevoegd van een T-verbinding waarvoor een volledige doorlas geëist wordt.
(Zie Foto 3 in de slider)
Lasoverdikte (stompe las en hoeklas) (ISO 6520-1-502 en -503)
De tekst "vloeiende overgang is vereist" werd aangevuld met "tussen de eindla(a)g(en) en het plaatoppervlak en/of de naastliggende lasrups(en)".
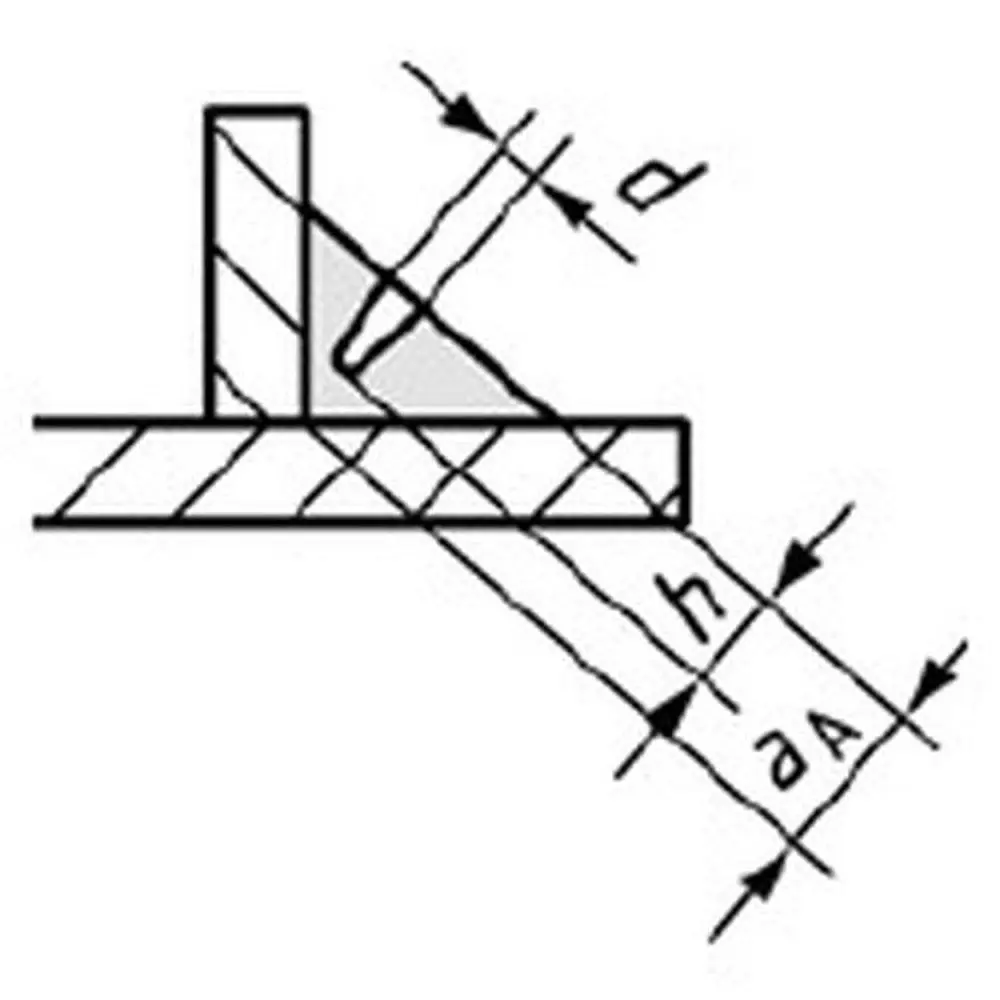
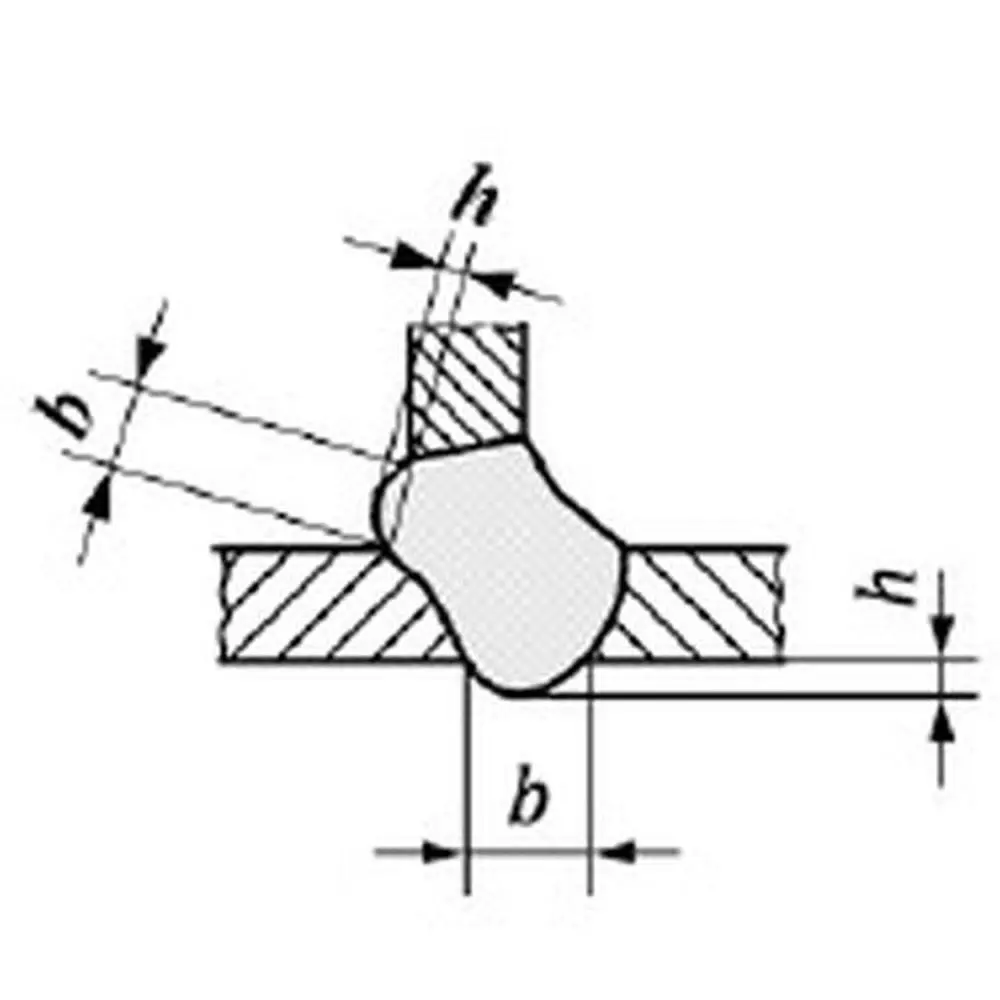
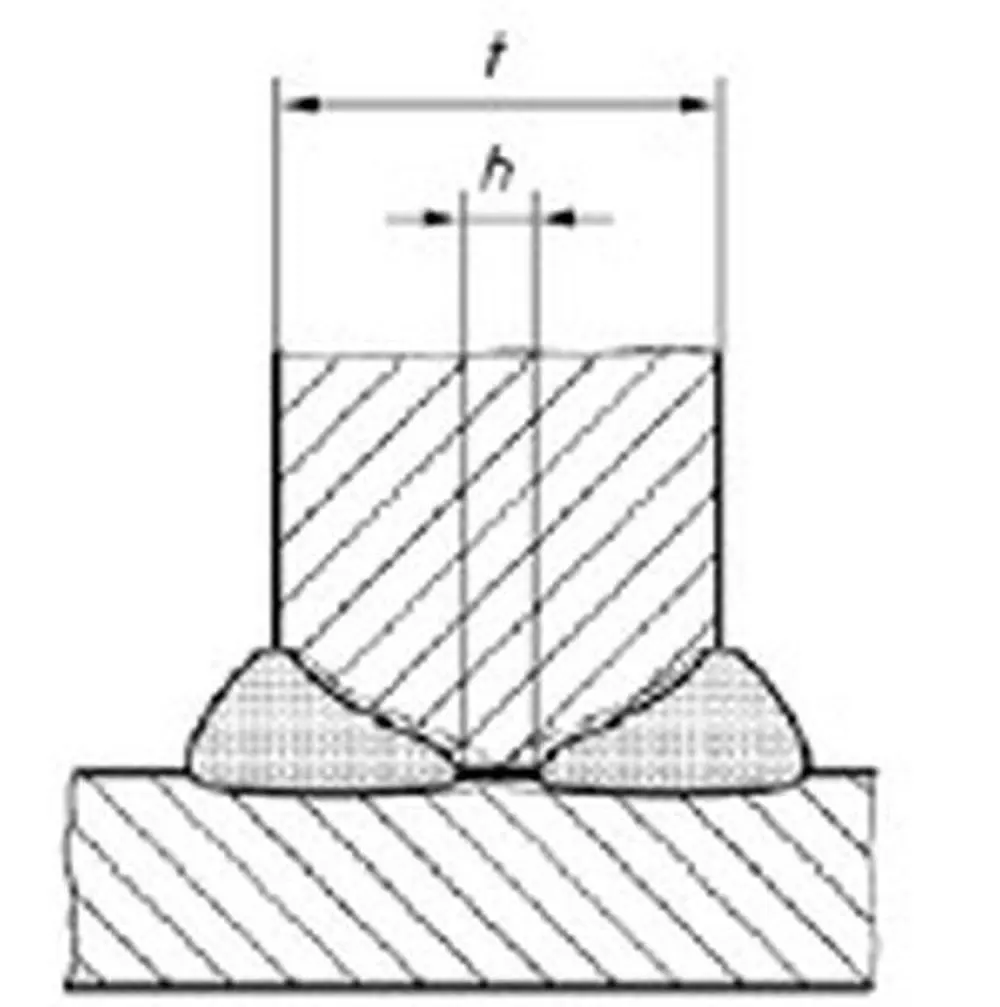
Overmatige doorlassing (ISO 6520-1-504)
De manier waarop de overdreven doorlas gemeten wordt bij een T-verbinding werd aangepast op de begeleidende tekening. De opmeting wordt nu uitgevoerd op dezelfde manier als de lasoverdikte bij een hoeklas opgemeten wordt.
(Zie Foto 4 in de slider)
onjuist aangevloeide las (ISO 6520-1-505)
Niettegenstaande het feit dat de begeleidende tekening, de meting van de aanvloeiingshoek enkel op de laskap aanduidt, werd het criterium soms toegepast op de wortelzijde. Bijkomende tekst die stelt dat onjuiste aanvloeiing enkel op de laskap van toepassing is, schept nu duidelijkheid.
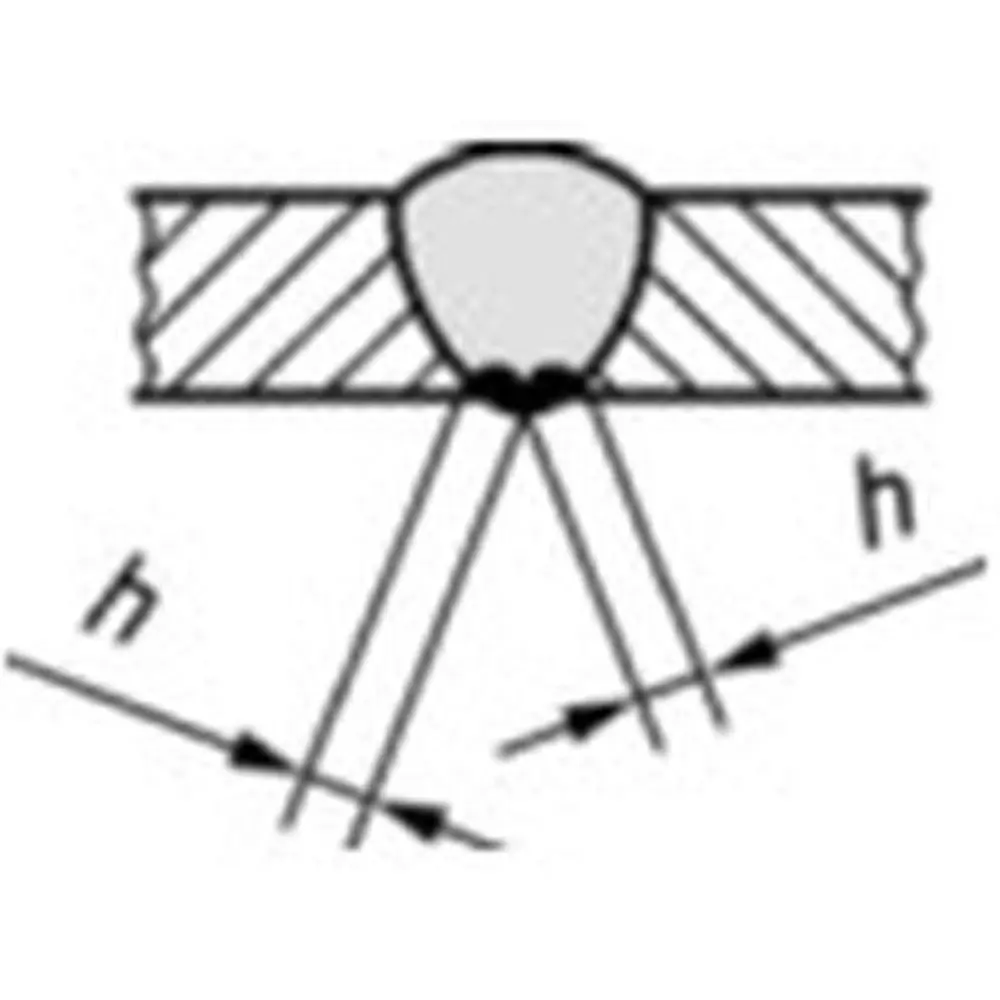
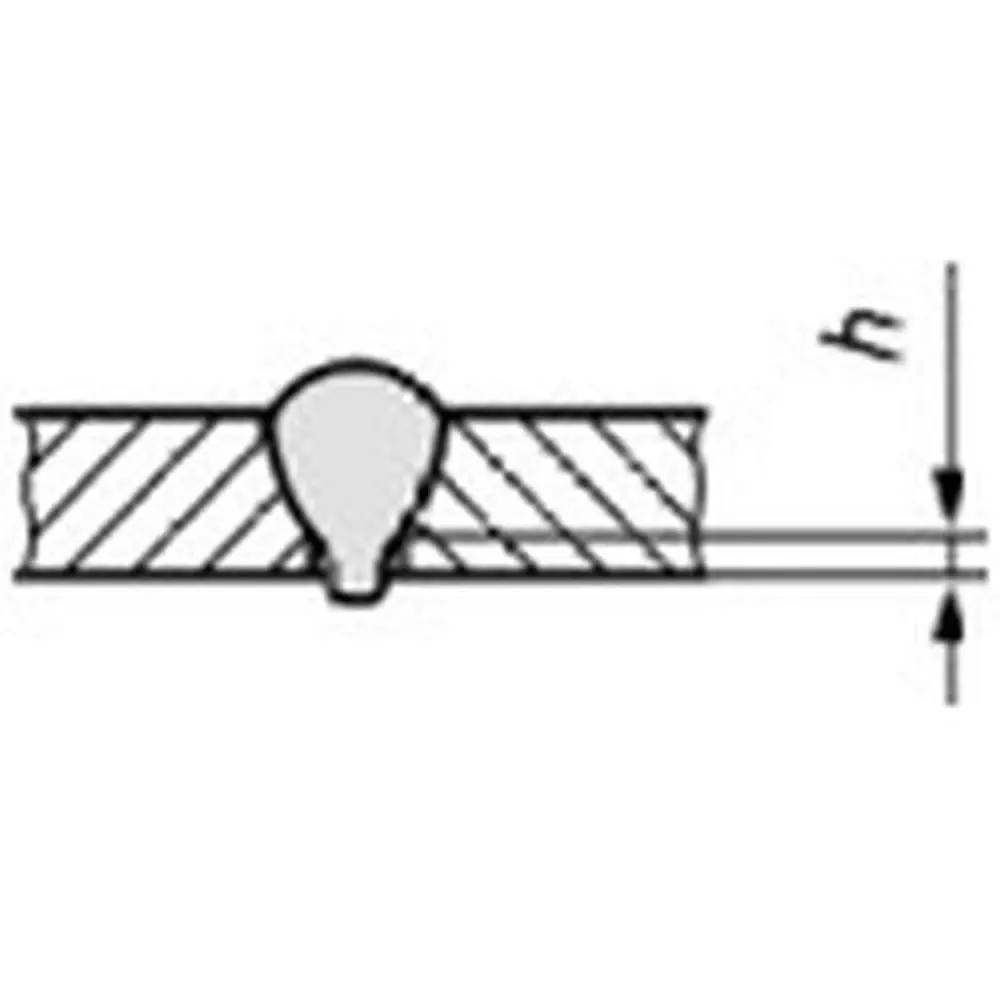
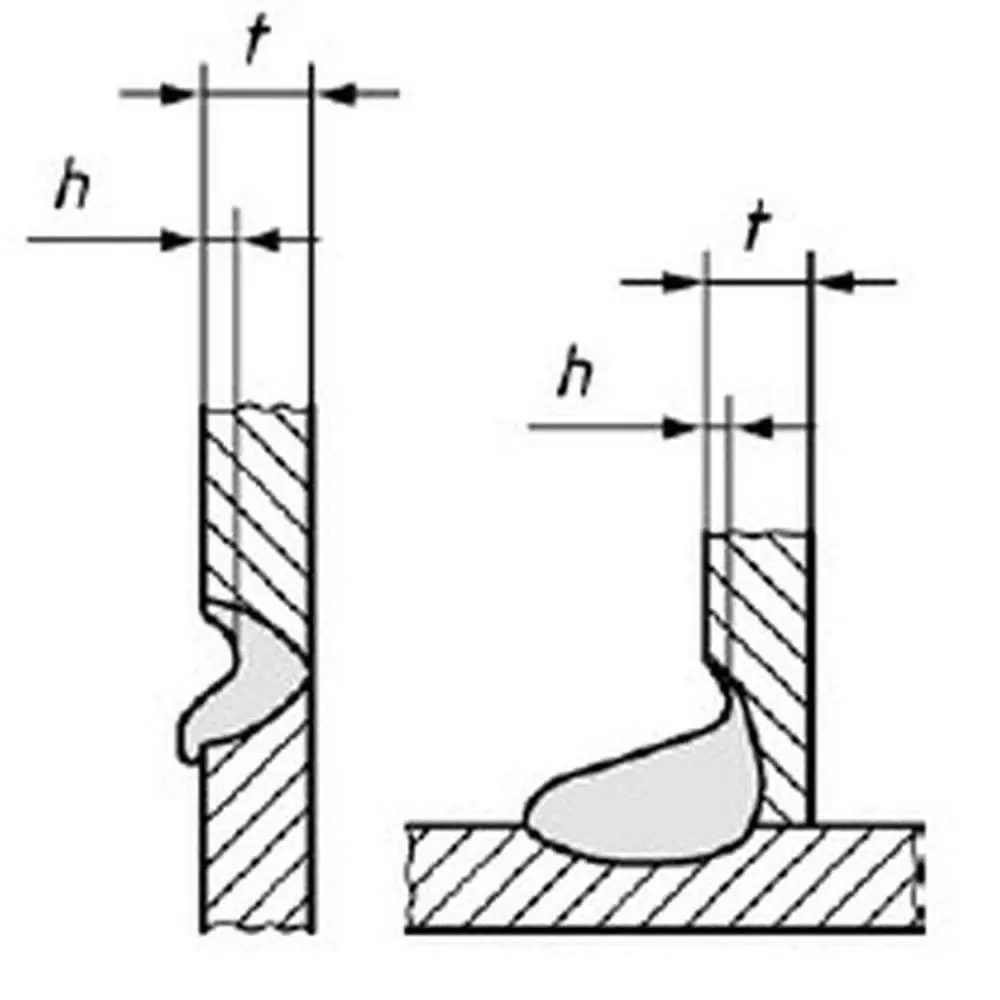
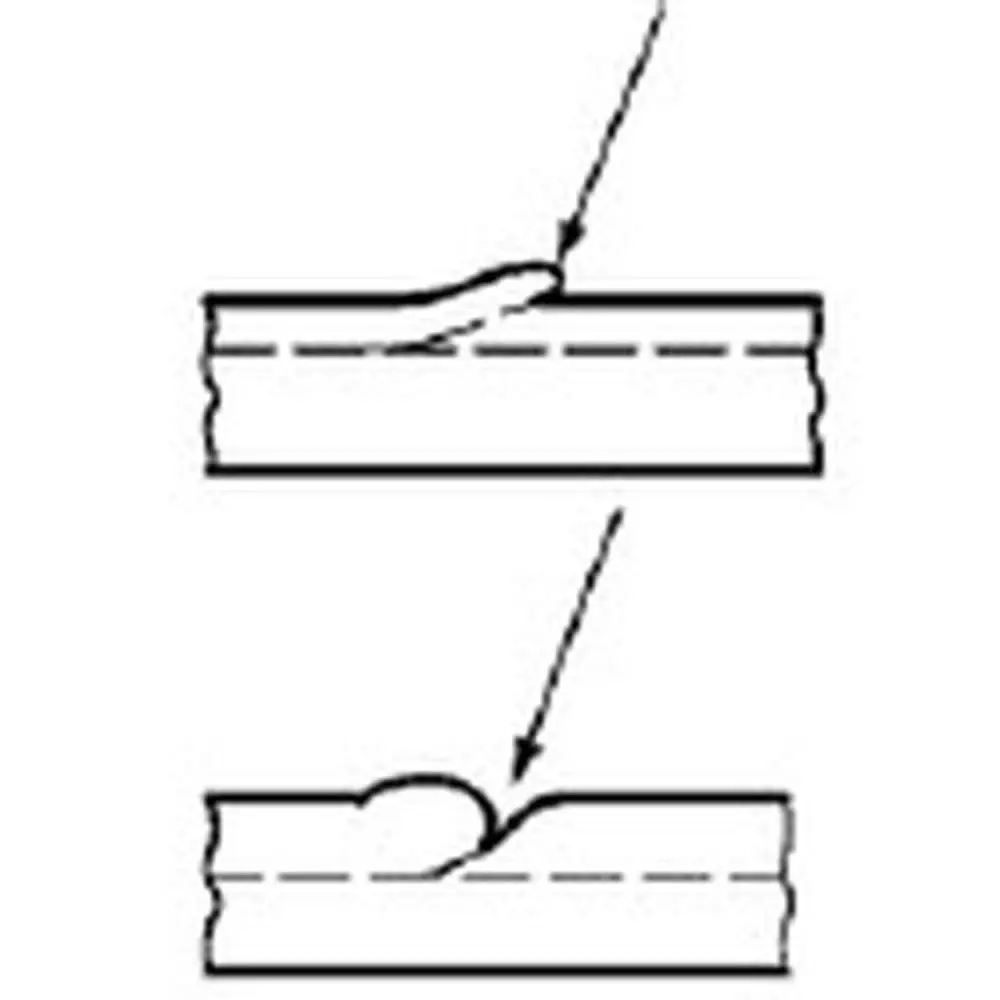
Uitgezakte las (ISO 6520-1-509)
Er werden twee nieuwe figuren (stompe- en hoeklas) ter verduidelijking toegevoegd. De nieuwe figuren tonen duidelijk wat er verstaan wordt onder 'uitgezakte las'.
(Zie Foto 5 in de slider)
Overmatige asymmetrische hoeklas (ISO 6520-1-512)
In de nieuwe formule wordt de actuele keeldoorsnede aA toegepast en werd een figuur toegevoegd van een concave hoeklas. De figuren verduidelijken hoe de beenlengtes voor een holle en bolle hoeklas moeten opgemeten worden.
(Zie Foto 6a en Foto 6b in de slider)
Slechte herstart (ISO 6520-1-517)
Slechte herstart is één van de onvolkomenheden die regelmatig voor de nodige discussie zorgt. Aangezien deze onvolkomenheid vrijwel steeds gepaard gaat met een andere onvolkomenheid (o.a. bindingsfout, lasoverdikte, onvolledige lasnaadvulling, slechte aanvloeiing …) is tijdens de review zelfs geopperd om deze onvolkomenheid te schrappen. Uiteindelijk is er beslist om deze te behouden, maar ter verduidelijking twee figuren toe te voegen.
(Zie Foto 7 in de slider)

2. Inwendige onvolkomenheden
Bindingsfout in de grondlaag (ISO 6520-1-4013)
De figuur in ISO 5817:2014 toonde een bindingsfout in een eenzijdig gelaste naad, die ook visueel zichtbaar is en dus tot de groep van oppervlakteonvolkomenheden behoort. De figuur werd aangepast naar een bindingsfout in de grondlaag van een dubbelzijdig gelaste naad.
(Zie Foto 8 in de slider)
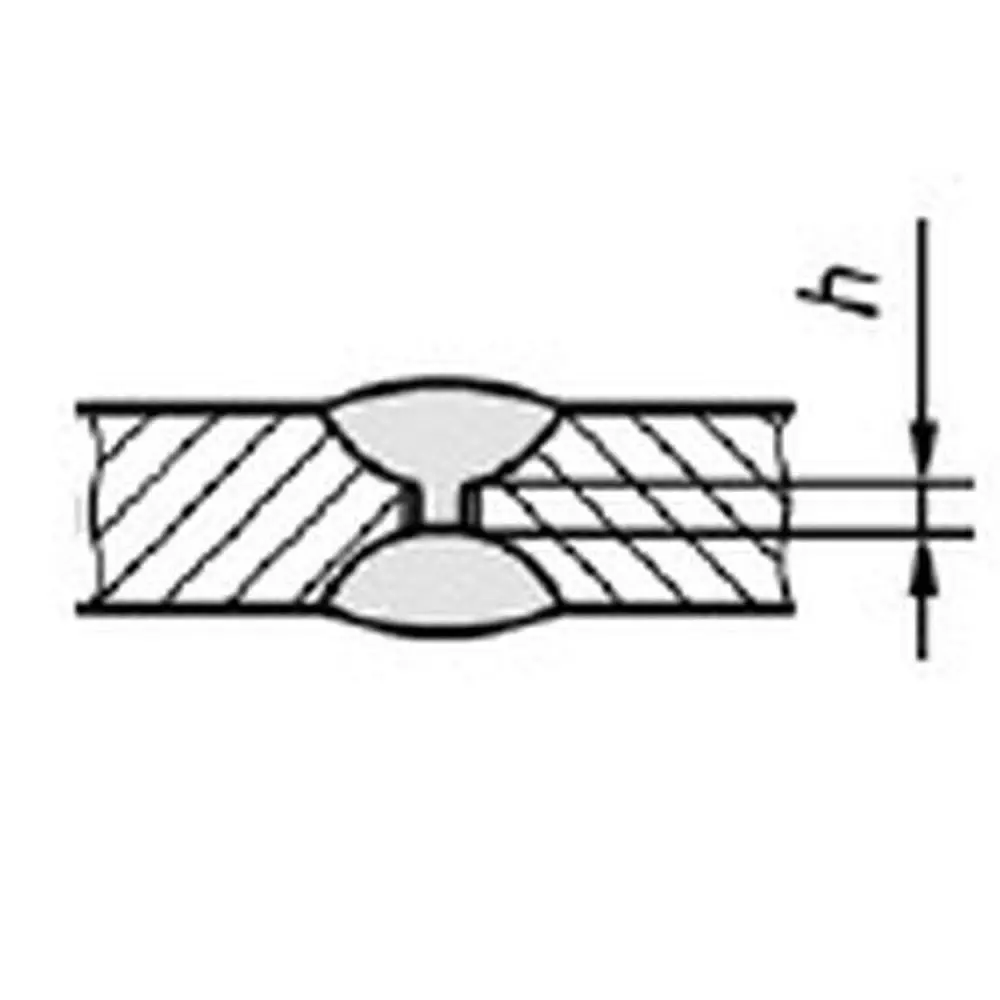
Onvolkomen penetratie (ISO 6520-1-402)
De figuur in ISO 5817:2014 van de gedeeltelijke penetratie T-verbinding vermeldde 'i' (penetratie van de hoeklas), terwijl deze niet in de formule gebruikt werd om het aanvaardingscriterium te bepalen. De formule specifiek voor een T-verbinding werd aangepast.
In het geval van een volledige doorlas werd naast de bestaande figuur van een stompe verbinding, een extra figuur toegevoegd van een dubbelzijdig gelaste T-verbinding.
(Zie Foto 9 in de slider)
3. Onvolkomenheden in de geometrie van de verbinding
Lineaire uitlijning (ISO 6520-1-507)
Deze onvolkomenheid wordt verder onderverdeeld in ISO 6520-1-5071 en ISO 6520-1-5072, die respectievelijk criteria opleggen voor de uitlijning tussen platen en buizen. De tekst bij de tekeningen werd aangepast en stelt nu duidelijk dat beide criteria ook van toepassing zijn op holle secties.
Onjuiste vooropening bij hoeklassen (ISO 6520-1-617)
De begeleidende tekening en de nieuwe formules maken vanaf nu gebruik van de actuele keeldoorsnede aA.
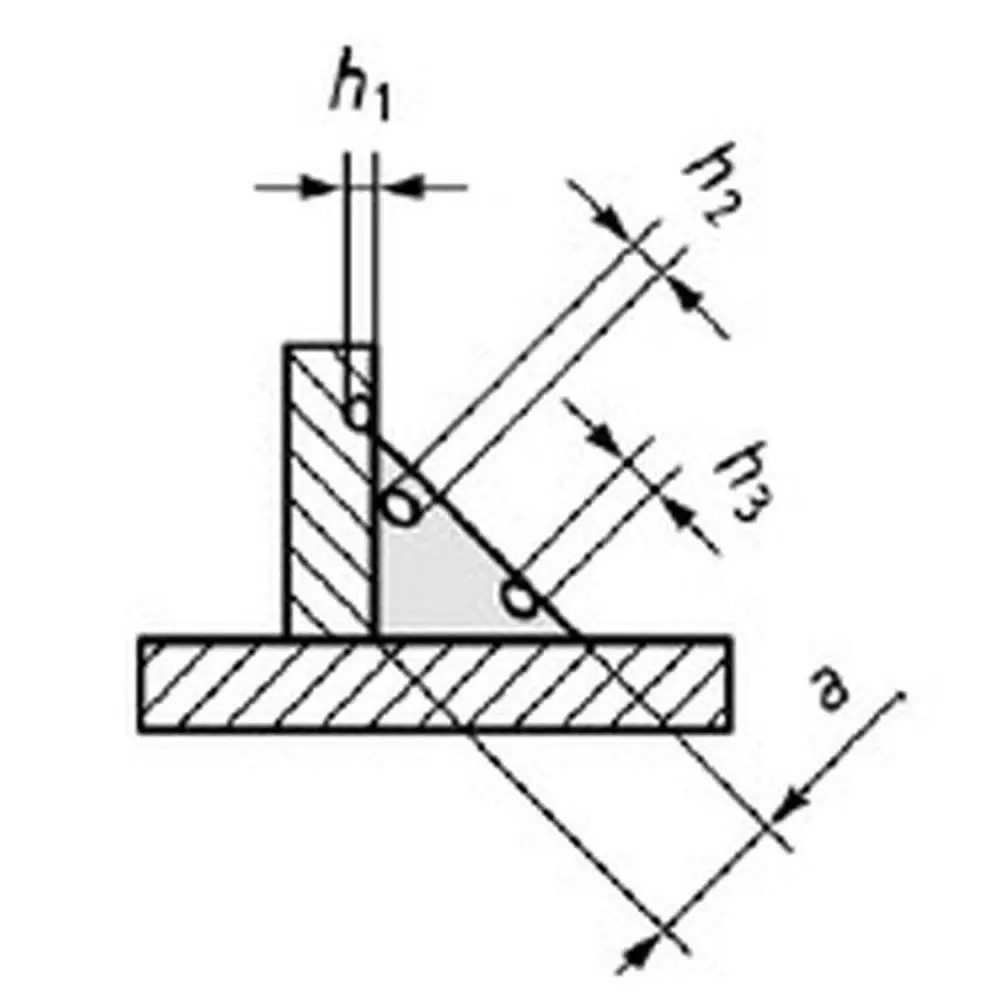
4. Meervoudige onvolkomenheden
Naar alle waarschijnlijkheid werd het acceptatiecriterium voor meervoudige onvolkomenheden tot op heden niet vaak toegepast, aangezien dit tot onnodige afkeur kon leiden. Voor sommige onvolkomenheden was het criterium in ISO 5817:2014 voor de individuele onvolkomenheid minder streng dan wanneer de onvolkomenheid in een combinatie met andere onvolkomenheden zou voorkomen.
Om dit te corrigeren werden een aantal onvolkomenheden uitgesloten en is er expliciet aangegeven dat het moet gaan om onvolkomenheden die de dwarsdoorsnede beperken. Het gaat om de volgende onvolkomenheden:
- 502 lasoverdikte
- 503 te bolle hoeklas
- 504 overmatige doorlassing
- 505 onjuist aangevloeide las
- 506 overlap
- 512 overmatige asymmetrische hoeklas
- 5214 overmatige keelhoogte
De acceptatiecriteria voor hoeklassen werden in lijn gebracht met deze voor een stompe las en de begeleidende figuur van de hoeklas werd aangepast.
(Zie Foto 10 in de slider)
Annexen
- Annex A 'Voorbeelden voor de bepaling van het percentage poreusheid' werd niet gewijzigd.
- Annex B 'Aanvullende informatie en richtlijnen voor de toepassing van deze internationale norm' werd integraal geschrapt, aangezien alle noodzakelijke informatie reeds aanwezig is in de rest van de norm.
- Annex C 'Aanvullende criteria voor lassen onderworpen aan vermoeiing' wordt nu de nieuwe annex B en blijft informatief. Dwingende termen werden gewijzigd naar aanbevelingen. Zo werden "eisen" gewijzigd in "criteria". De aanvullende criteria zelf werden niet aangepast.
Besluit
Fundamenteel heeft de revisie zich vooral toegespitst op wat er in de praktijk vaak onduidelijk of voor interpretatie vatbaar was. Verschillende figuren zijn aangepast en nieuwe figuren werden geïntroduceerd met eventueel extra tekst. Deze nieuwe editie heeft tot doel om het de gebruiker zo gemakkelijk mogelijk te maken en discussie te vermijden.
De norm ISO 5817 legt de verschillende kwaliteitsniveaus vast voor lasonvolkomenheden van gelaste smeltlasverbindingen in staal, nikkel en titanium.
