Nouvelle édition de la norme ISO 5817
Niveaux de qualité par rapport aux défauts dans les assemblages soudés
La nouvelle édition de la norme ISO 5817 est publiée en Belgique depuis le mois de mars. Cette norme fournit des niveaux de qualité par rapport aux défauts dans les assemblages soudés par fusion en acier, nickel et titane. Chaque Etat membre de l'Europe devait avoir introduit cette nouvelle version au niveau national au plus tard en septembre 2023.
En 2019, la norme ISO 5817 a fait l'objet d'une révision systématique afin de déterminer si la version 2014 devait être modifiée. Lors des formations Inspecteur visuel des soudures VT(w)-2, l'Institut belge de la soudure (IBS) a constaté que de nombreux stagiaires éprouvaient des difficultés à appliquer la norme dans la pratique et qu'il arrivait souvent que des inspecteurs expérimentés aient un avis différent. Il était donc indispensable de réviser la norme, mais de manière subtile. En effet, une modification importante de la norme aurait immédiatement des conséquences (trop) importantes. Cet article explique plus en détail les principaux changements.
Introduction

Dès le début, les experts travaillant sur la révision de la norme ISO 8501-3 ont pris contact (ISO 8501-3: Préparation des subjectiles d'acier avant application de peintures et de produits assimilés – Évaluation visuelle de la propreté d'un subjectile – Partie 3: Degrés de préparation des soudures, arêtes et autres zones présentant des imperfections). Les experts avaient exprimé des inquiétudes quant à l'application de cette norme dans les usines de transformation de l'acier. En effet, des problèmes se posaient lorsque le client d'une entreprise sidérurgique spécifiait à la fois un niveau de qualité conformément à la norme ISO 5817 et, en plus, un degré de propreté conformément à la norme
ISO 8501-3.
Dans la pratique, cela signifiait que la norme ISO 8501-3 avait souvent des exigences plus élevées que la norme ISO 5817 en ce qui concerne les caniveaux et les surfaces de soudure irrégulières. Par conséquent, il arrivait régulièrement que des soudures déjà approuvées par l'inspecteur des soudures doivent encore subir un post-traitement avant que des revêtements ne puissent être appliqués.
Dans l'introduction de la norme révisée, on peut lire que les structures en acier qui sont ensuite recouvertes d'un revêtement peuvent nécessiter un traitement après soudage plus important pour répondre aux exigences de la norme ISO 8501-3.

Définitions
La transition douce était précédemment définie comme une "surface lisse sans irrégularité ou décalage au niveau de la transition entre le cordon de soudure et le matériau de base". Cette définition a été complétée par "et/ou les cordons de soudure adjacents".
Le terme 'transition douce' est mentionné comme une exigence supplémentaire pour certains défauts. Dans la pratique, on se demandait souvent si cette exigence s'appliquait également lorsque l'irrégularité se produisait entre des cordons de soudure adjacents, étant donné que la définition ne mentionne que la transition entre le cordon de soudure et le matériau de base. Les experts ont convenu que la transition entre les cordons de soudure est également concernée. Par conséquent, la définition a été complétée pour plus de clarté.

Symboles
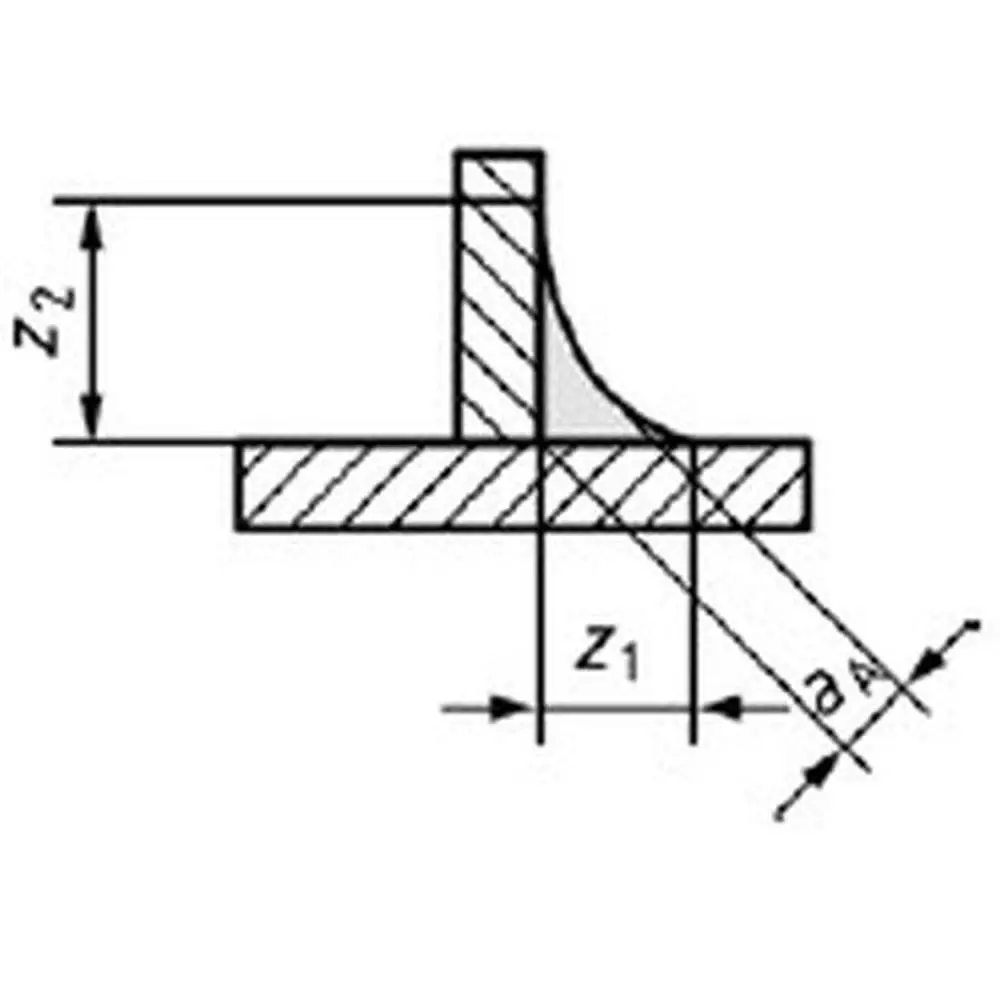
gorge réelle (épaisseur de gorge de la soudure)
Pour calculer la taille admissible d'un certain nombre de défauts dans les soudures d'angle, on appliquait une formule indiquant la gorge nominale. La définition de cette gorge nominale 'a' dans la norme ISO 5817 décrivait 'a' comme étant l'épaisseur nominale de gorge de la soudure d'angle, en référence à la norme ISO 2553. Cependant, sur plusieurs figures clarifiant ce défaut, 'a' était indiqué comme la gorge réelle de la soudure d'angle. Cela causait beaucoup de confusion et de discussions. Pour éviter cela, on a défini 'aA' comme étant la gorge réelle de manière à ce que la figure corresponde désormais aux formules appliquées.

Tableau 1: limites des défauts
Généralités
Les formules contenant une multiplication et une addition dans la norme ISO 5817:2014 pouvaient potentiellement conduire à des résultats erronés si l'ordre correct des opérations n'était pas appliqué. Afin d'éviter ce problème, l'ordre des opérations dans ces formules a été modifié (d'abord la multiplication et ensuite seulement l'addition).
Pour de nombreux défauts, les critères pour les tôles minces (jusqu'à 3 mm) et les tôles plus épaisses (> 3 mm) sont différents. Pour éviter d'appliquer le mauvais critère, les deux critères sont maintenant clairement séparés par une ligne horizontale.
1. Défauts superficiels
Piqûre (iso 6520-1-2017)
Cela n'arrive pas très souvent, mais il est possible qu'une piqûre se produise au niveau de la racine de la soudure. Certains considèrent que la piqûre ne peut se produire que sur la surface de la soudure et cataloguaient erronément ce défaut comme 'rochage' (ISO 6520-1-516). Pour éviter cela, il est maintenant indiqué que ce défaut peut se produire à la fois sur la surface de la soudure et sur la passe de fond.
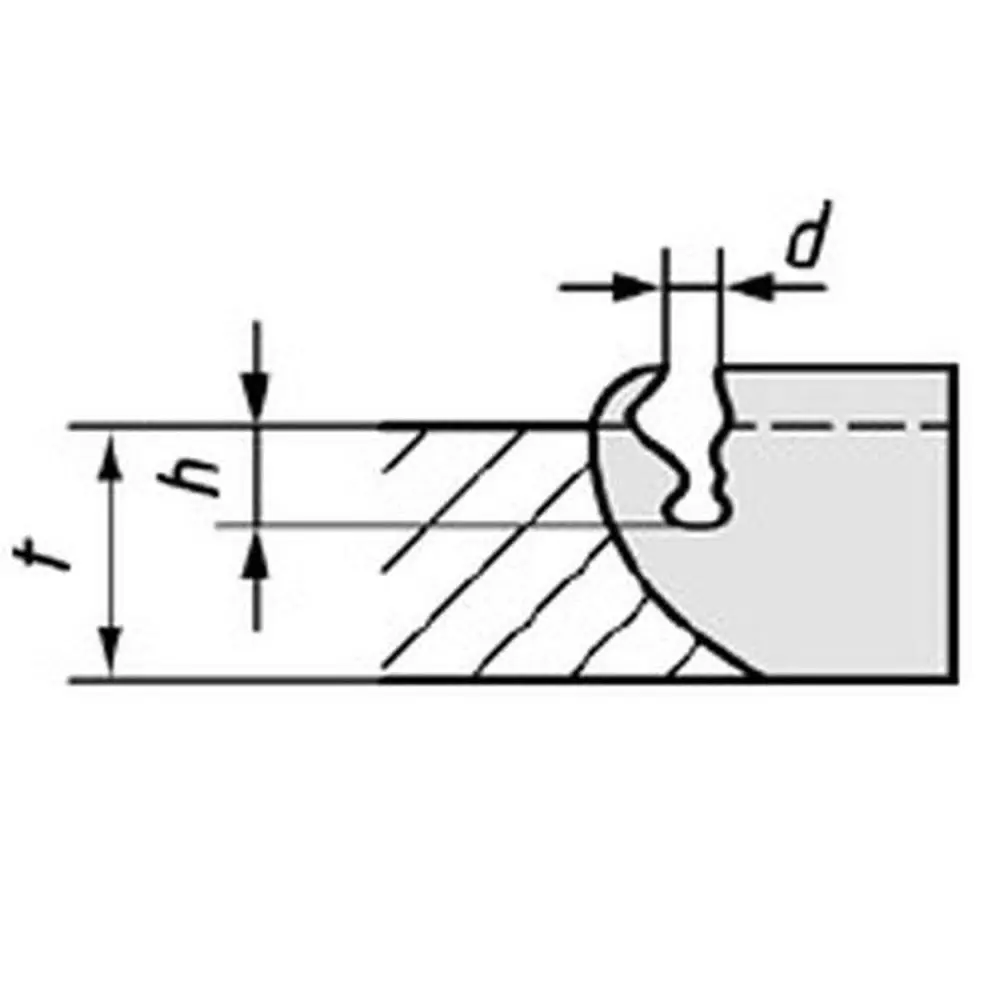
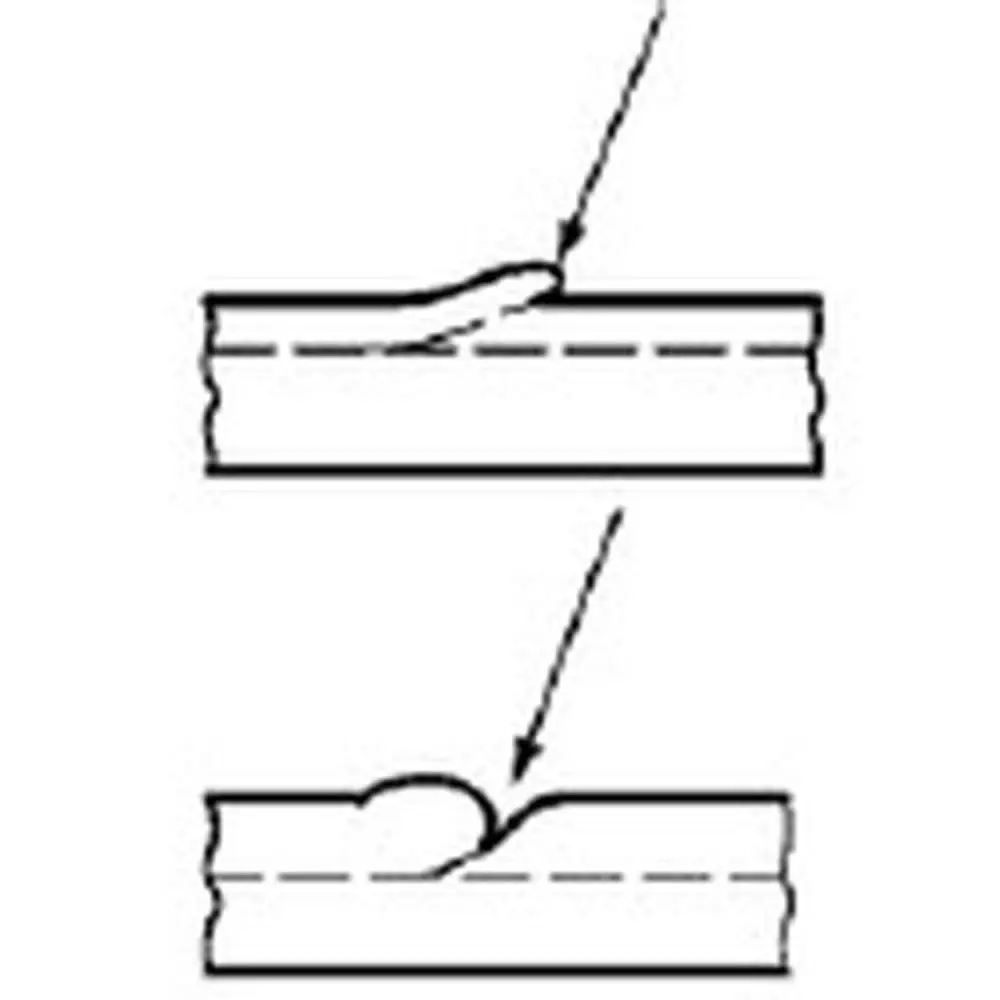
Retassure ouverte de cratère (ISO 6520-1-2025)
Dans la norme ISO 5817:2014, le défaut 'retassure ouverte de cratère' n'était accompagné que d'un dessin représentant une soudure bout à bout, ce qui donnait l'impression que ce défaut n'était valable que pour les soudures bout à bout. En outre, le critère d'évaluation de l'acceptation ne portait que sur la profondeur, qui n'est pas mesurable dans de nombreux cas.
De nouveaux chiffres ont été ajoutés pour une soudure bout à bout et une soudure d'angle et, en plus de la profondeur, le diamètre de la retassure ouverte de cratère été inclus comme critère de rejet. Pour le diamètre, on a établi les mêmes critères que pour les piqûres. Il sera donc nécessaire d'évaluer à la fois la profondeur (si possible) et le diamètre.
Les soudures bout à bout et les soudures d'angle ont chacune leur propre formule. Le critère pour la soudure d'angle utilise la gorge réelle.
(Voir photo 1a et photo 1b dans le diaporama)

Manque de fusion (ISO 6520-1-401)
Deux nouvelles figures ont été ajoutées à des fins de clarification. Le chiffre relatif au manque de fusion à la racine a été transféré du groupe 2 (défauts internes) au groupe 1.
Pour le micro-manque de fusion, il a été ajouté que ce défaut est uniquement détectable par micro-examen (grossissement d'au moins 50).
(Voir photo 2a et photo 2b dans le diaporama)
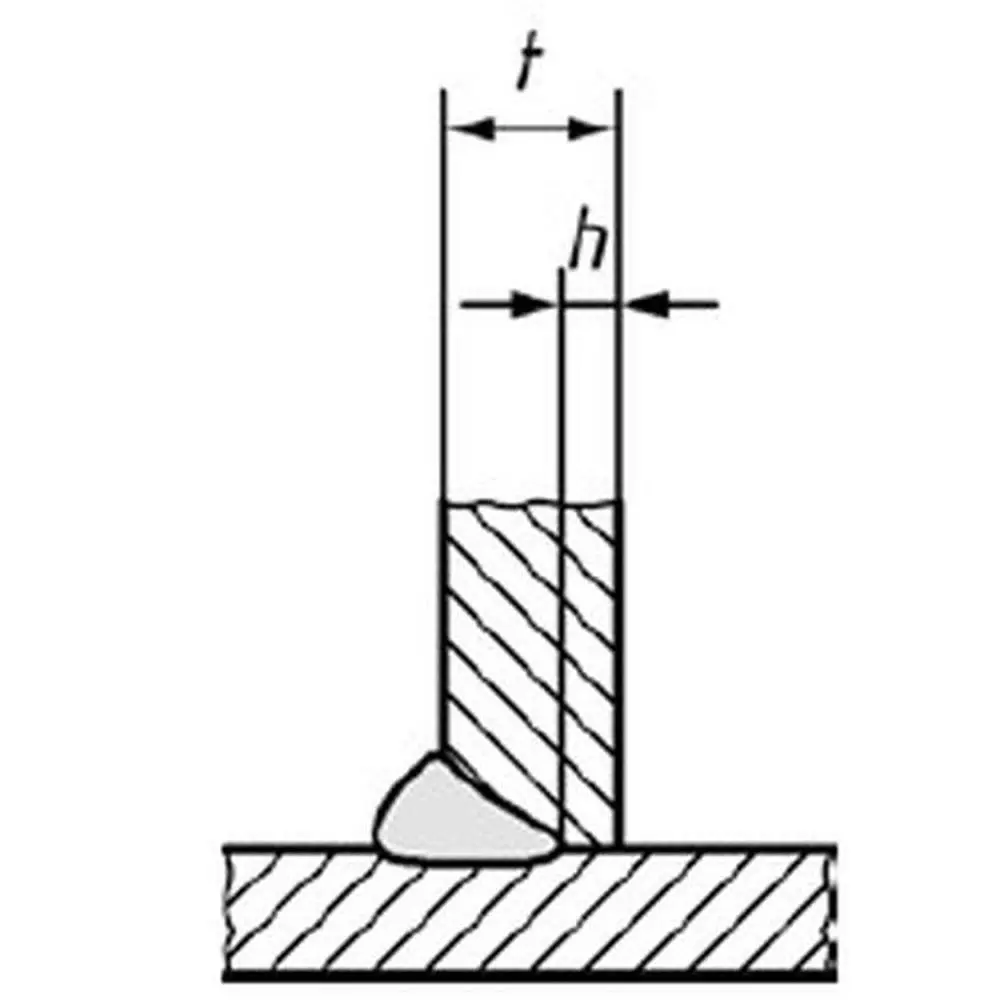
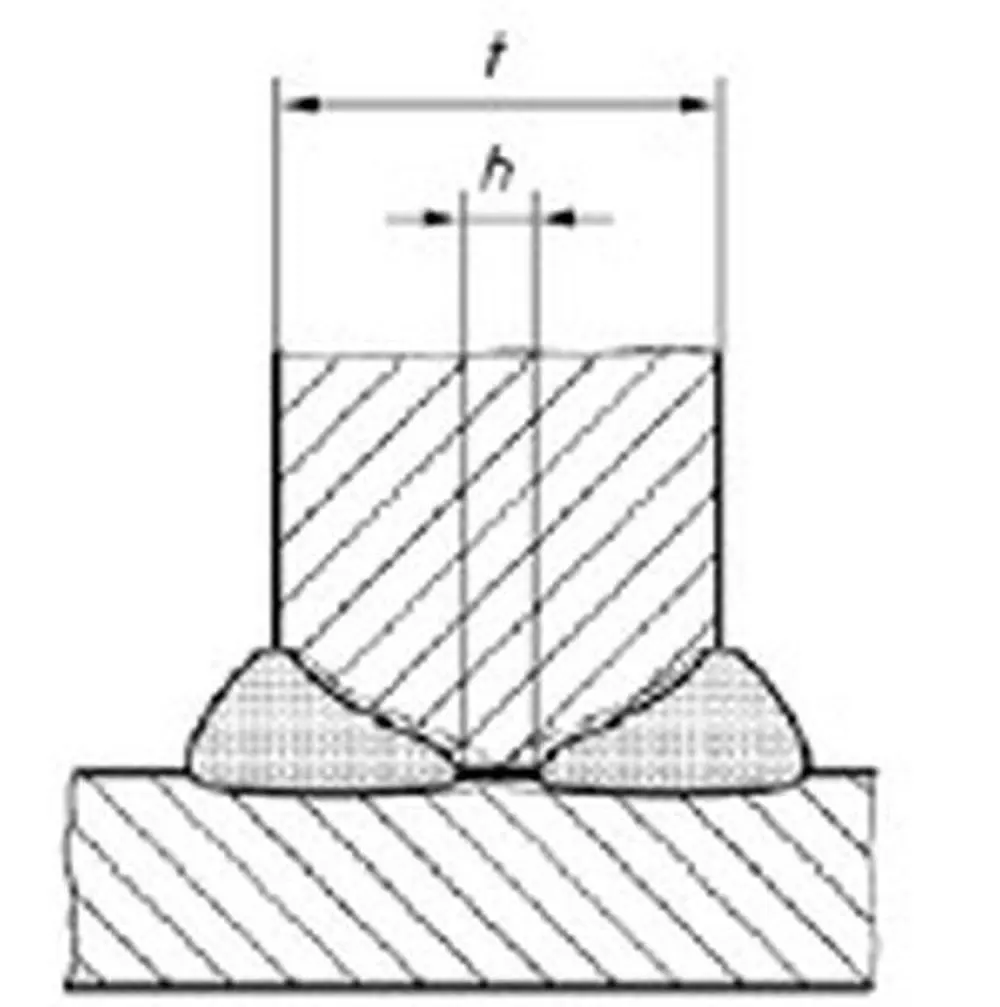
Manque de pénétration à la racine (ISO 6520-1-4021)
Le commentaire ajoute que ce défaut s'applique uniquement pour les soudures bout à bout d'un seul côté (pleine pénétration) et ajoute une nouvelle figure d'un assemblage en T requérant une soudure bout à bout.
(Voir photo 3 dans le diaporama)
Surépaisseur de la soudure (soudure bout à bout et soudure d'angle) (ISO 6520-1-502 et -503)
Le texte 'transition douce exigée' a été complété par 'au niveau de la transition du cordon de soudure et du matériau de base et/ou de(s) cordon(s) de soudure adjacent(s)'.
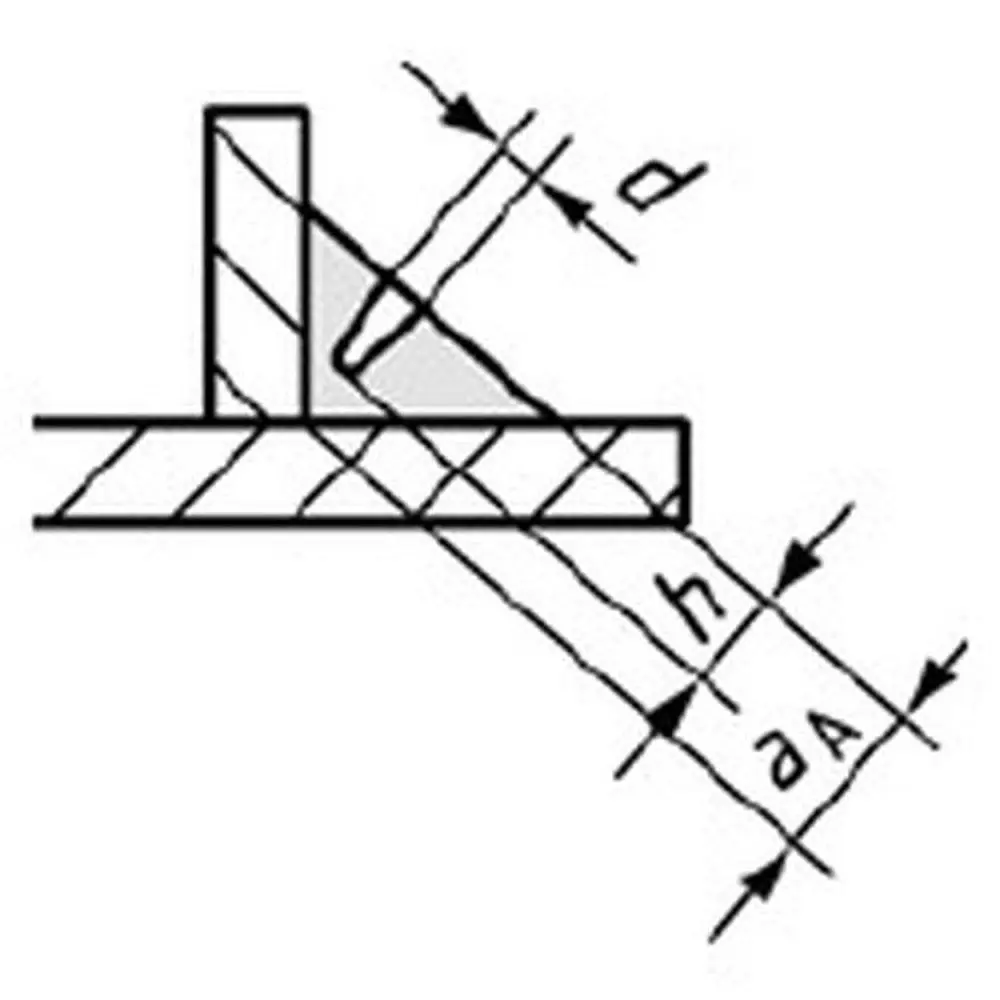
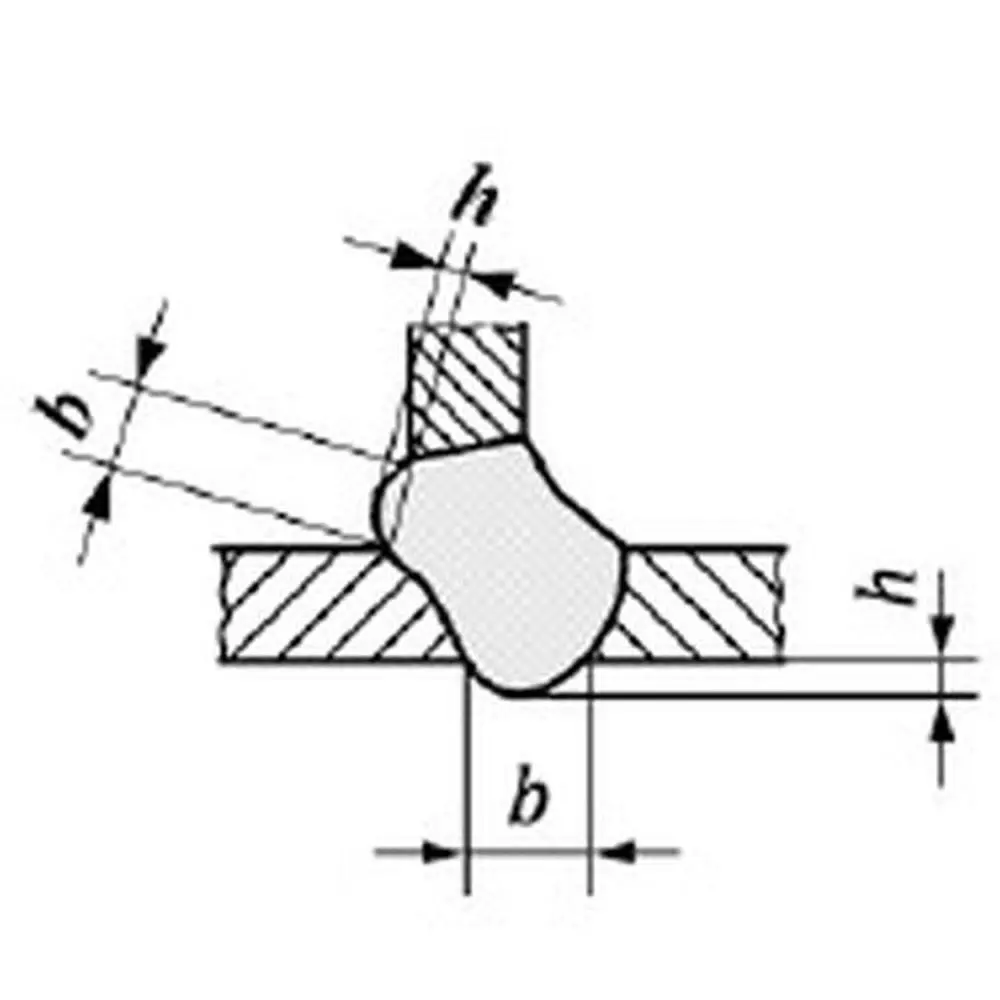
Excès de pénétration de la soudure (iso 6520-1-504)
La façon dont l'excès de pénétration de la soudure est mesuré au niveau d'un joint en T a été modifiée sur la figure correspondante. La mesure est désormais effectuée de la même manière que la surépaisseur de la soudure est mesurée pour une soudure d'angle.
(Voir photo 4 dans le diaporama)
Raccordement incorrect (iso 6520-1-505)
Bien que la figure correspondante indique la mesure de l'angle de raccordement uniquement sur la surface de la soudure, le critère était parfois appliqué au côté de la racine. L'ajout d'un texte indiquant qu'un raccordement incorrect s'applique uniquement à la surface de la soudure permet de clarifier la situation.
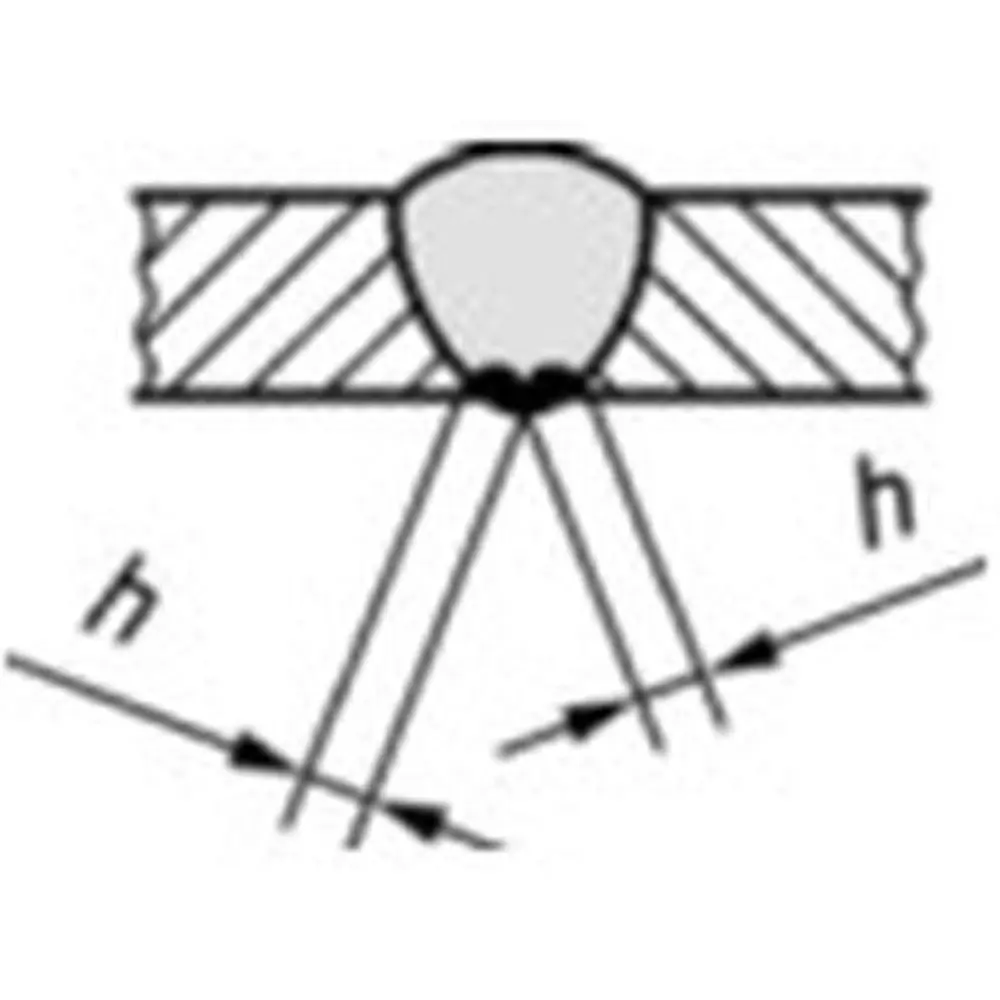
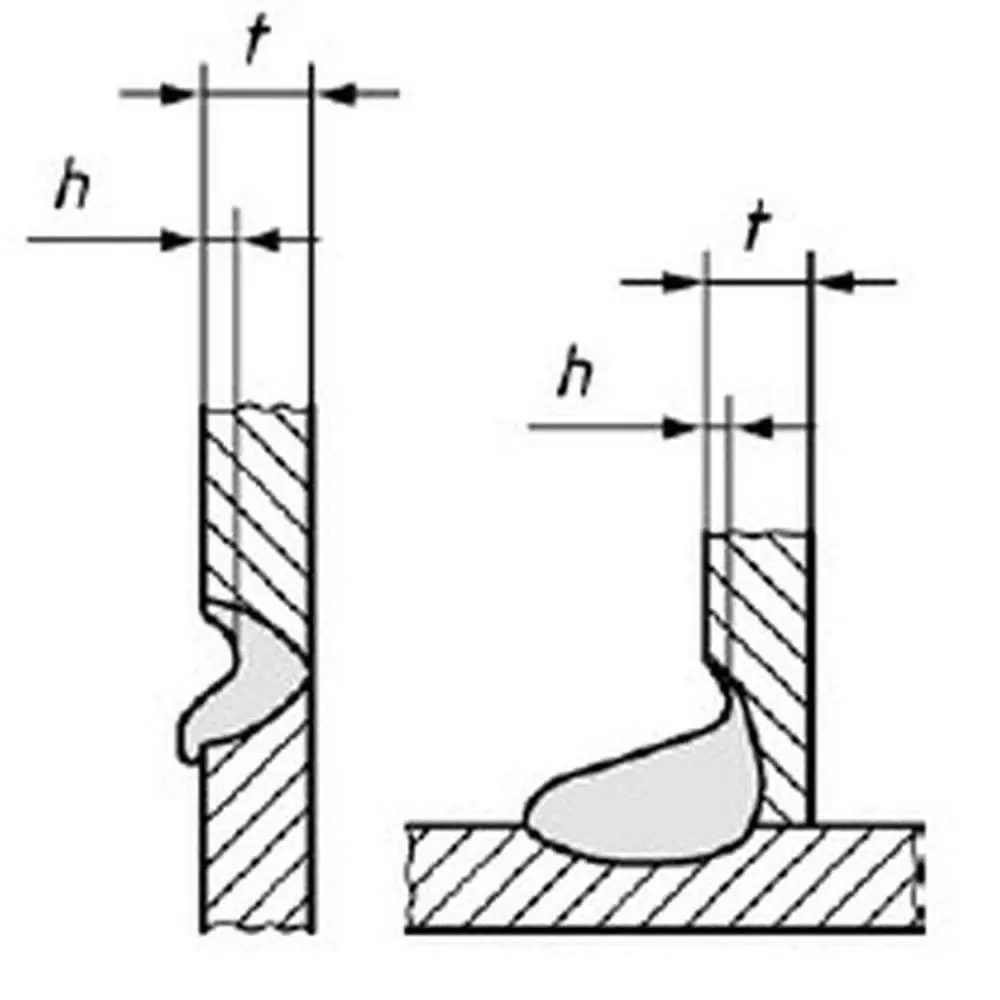
Effondrement (ISO 6520-1-509)
Deux nouveaux schémas (soudure bout à bout et soudure d'angle) ont été ajoutés à des fins de clarification. Ils montrent clairement ce que l'on entend par un effondrement.
(Voir photo 5 dans le diaporama)
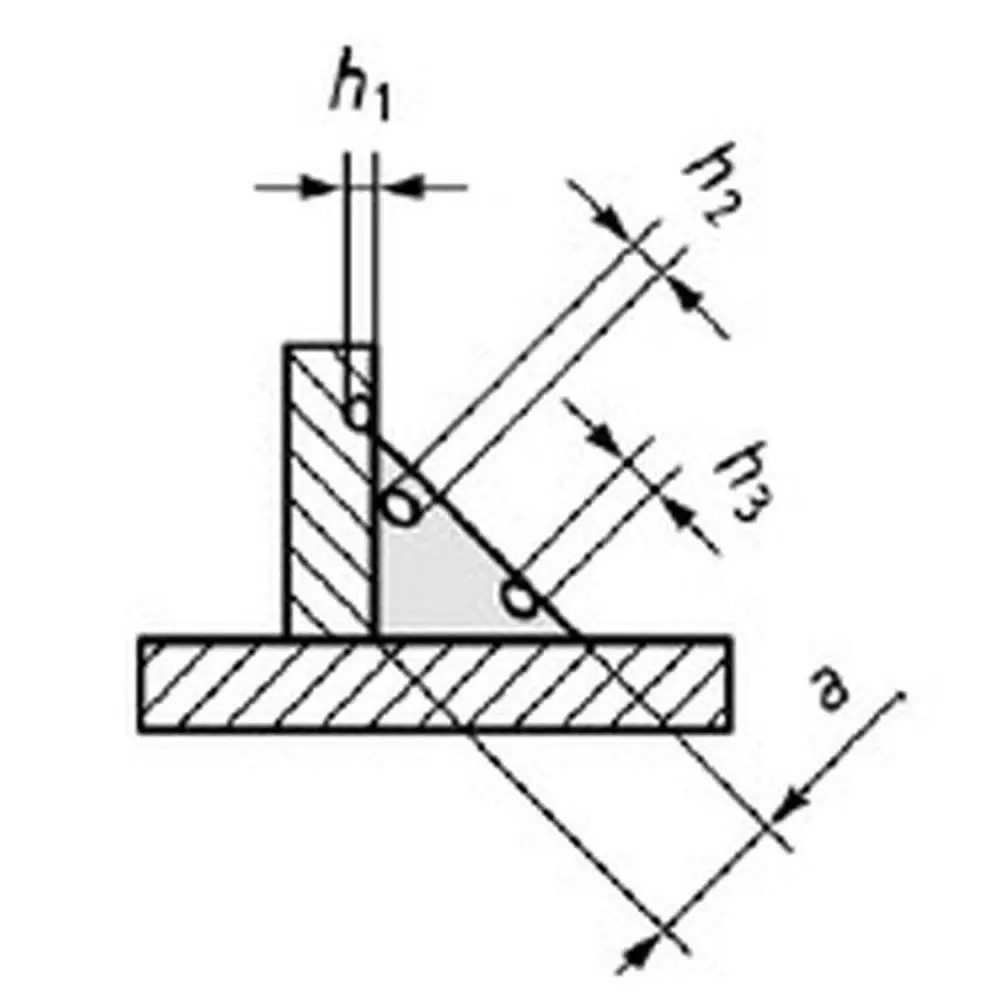
Défaut de symétrie excessif de soudure d'angle (ISO 6520-1-512)
Dans la nouvelle formule, la gorge réelle aA est appliquée et une figure d'une soudure d'angle concave a été ajoutée. Les figures clarifient la façon de mesurer les longueurs de pied pour une soudure d'angle concave et convexe.
(Voir photo 6a et photo 6b dans le diaporama)
Mauvaise reprise (ISO 6520-1-517)
La mauvaise reprise est l'un des défauts qui suscite régulièrement la controverse. Etant donné que ce défaut est presque toujours accompagné d'un autre défaut (par exemple, manque de fusion, surépaisseur de la soudure, remplissage incomplet du cordon de soudure, raccordement incorrect ...), il a même été suggéré pendant la révision que ce défaut soit supprimé. Finalement, il a été décidé de la conserver, mais d'ajouter deux chiffres pour plus de clarté.
(Voir photo 7 dans le diaporama)

2. Défauts internes
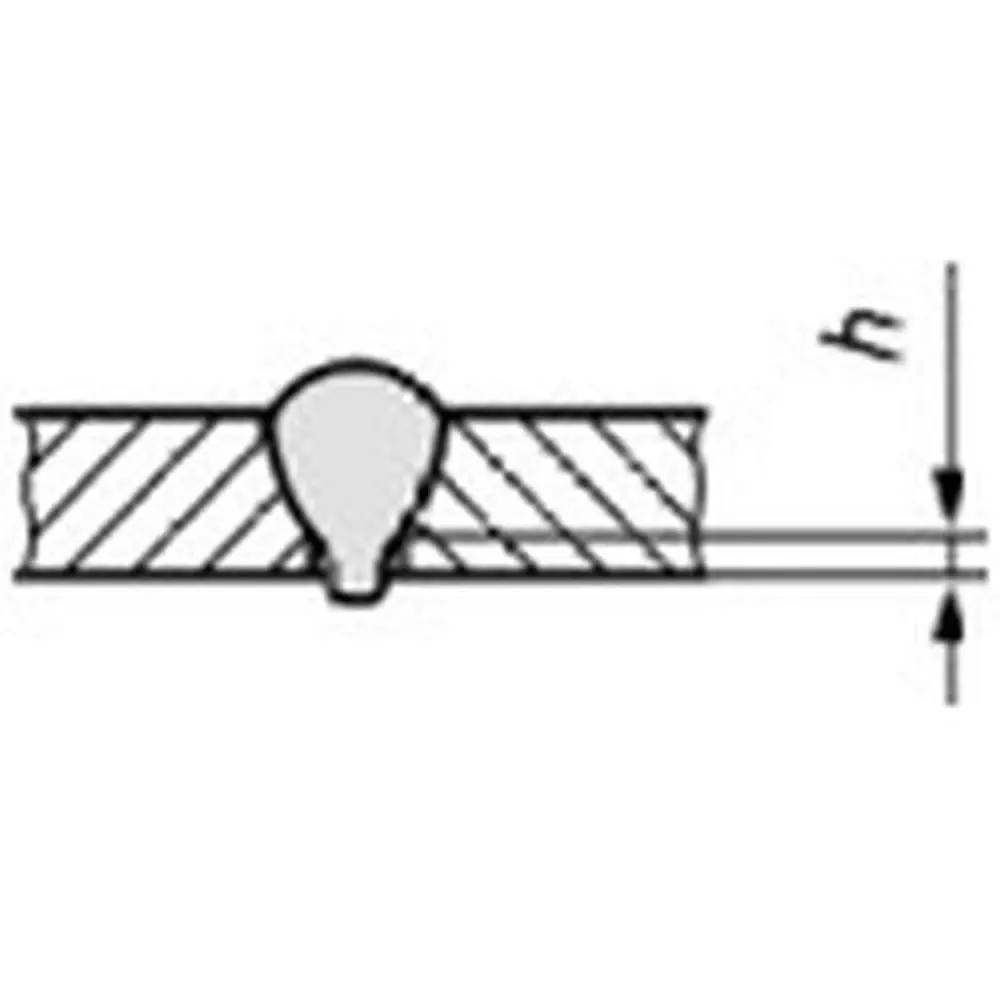
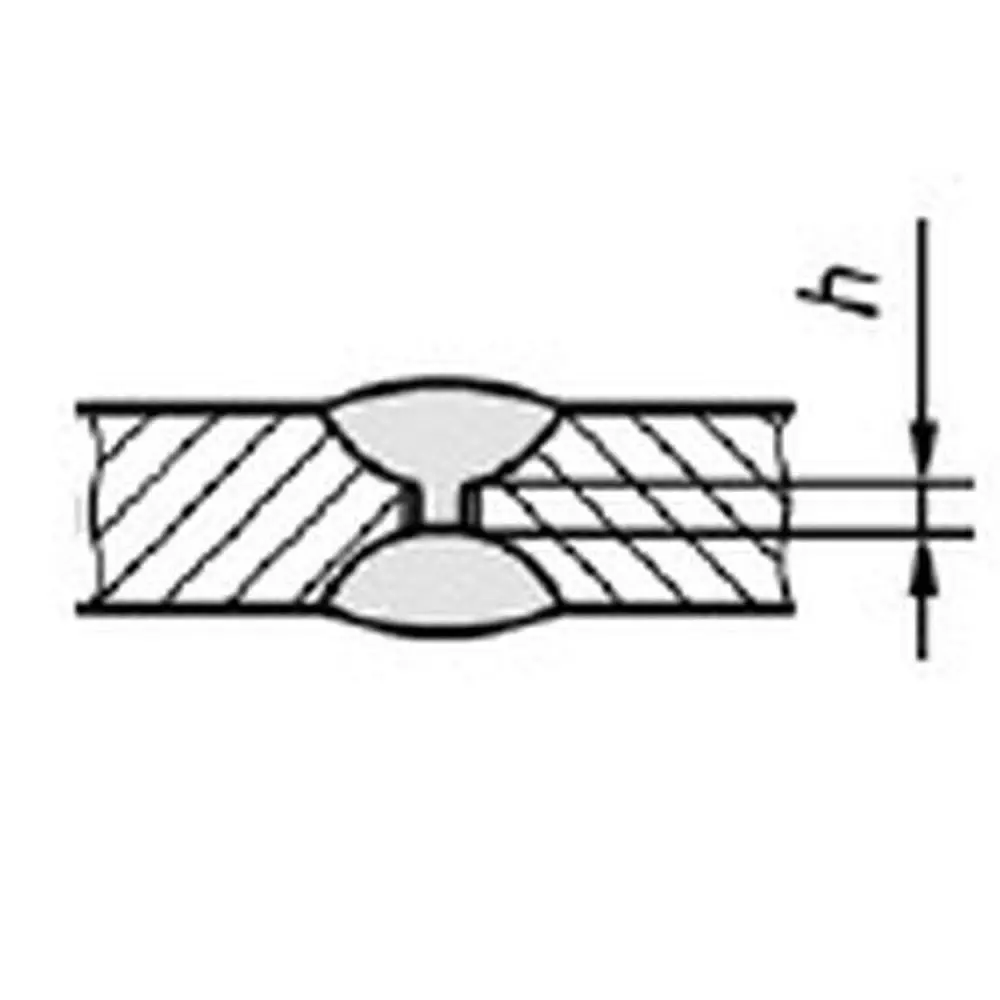
Manque de fusion à la racine (ISO 6520-1-4013)
La figure de la norme ISO 5817:2014 montrait un manque de fusion dans un cordon de soudure unilatéral, qui est également visible et appartient donc au groupe des défauts superficiels. La figure a été adaptée pour montrer un manque de fusion entre des couches contiguës de métal déposé.
(Voir photo 8 dans le diaporama)
Manque de pénétration (ISO 6520-1-402)
La figure de l'ISO 5817:2014 montrant le manque de pénétration d'un assemblage en T mentionnait 'i' (pénétration de la soudure d'angle), alors que ce symbole n'était pas utilisé dans la formule pour déterminer le critère d'acceptation. La formule spécifique à l'assemblage en T a été modifiée.
Dans le cas d'une soudure complète, une figure supplémentaire d'un assemblage en T soudé des deux côtés a été ajouté à la figure existante d'un assemblage bout à bout.
(Voir photo 9 dans le diaporama)
3. Défauts géométriques
Défaut d'alignement (iso 6520-1-507)
Ce défaut est subdivisé en ISO 6520-1-5071 et ISO 6520-1-5072, qui imposent des critères d'alignement entre les tôles et les tubes, respectivement. Le texte accompagnant les schémas a été modifié et indique désormais clairement que les deux critères s'appliquent également aux sections creuses.
Mauvais assemblage en soudure d'angle (iso 6520-1 -617)
Le schéma d'accompagnement et les nouvelles formules utilisent désormais la gorge réelle aA.
4. Défauts multiples
Selon toute vraisemblance, le critère d'acceptation des défauts multiples n'était pas souvent appliqué jusqu'à présent car il pouvait conduire à des rejets inutiles. Pour certains défauts, le critère de l'ISO 5817:2014 pour le défaut individuel était moins strict que si le défaut se produisait en combinaison avec d'autres défauts.
Pour y remédier, certains défauts ont été exclus et il a été explicitement indiqué qu'il devait s'agir de défauts limitant la section transversale. Il s'agit des défauts suivants:
- 502 surépaisseur excessive
- 503 soudure d'angle trop convexe
- 504 excès de pénétration
- 505 raccordement incorrect
- 506 débordement
- 512 défaut de symétrie excessif de soudure d'angle
- 5214 hauteur de gorge excessive
Les critères d'acceptation des soudures d'angle ont été alignés sur ceux des soudures bout à bout et la figure de la soudure d'angle a été adaptée.
(Voir photo 10 dans le diaporama)
Manque de fusion à la racine (photo 8)
Annexes
- L'annexe A 'Exemples de la détermination du pourcentage de porosité' n'a pas été modifiée.
- L'annexe B 'Informations complémentaires et guide d’utilisation de la présente Norme internationale' a été complètement supprimée car toutes les informations nécessaires sont déjà présentes dans le reste de la norme.
- L'annexe C 'Critères supplémentaires pour les soudures dans l'acier soumises à la fatigue' devient la nouvelle annexe B et reste informative. Les termes obligatoires ont été remplacés par des recommandations. Par exemple, les 'exigences' ont été remplacées par des 'critères'. Les critères complémentaires eux-mêmes n'ont pas été modifiés.
Conclusion
Fondamentalement, la révision s'est concentrée sur ce qui était souvent peu clair ou sujet à interprétation dans la pratique. Plusieurs figures ont été adaptées et de nouvelles figures ont été introduites, accompagnées d'un texte supplémentaire le cas échéant. Cette nouvelle édition vise à faciliter autant que possible la tâche de l'utilisateur et à éviter les discussions.
