Reinigen van aanloopkleuren bij roestvast staal: invloed op corrosieweerstand
Resultaten van het B.I.L.-onderzoeksproject CORONA

Roestvast staal (rvs) dankt zijn goede corrosieweerstand aan een gehalte van minimum 12% chroom (Cr). In de lucht of in water vormt zich hierdoor een dunne, doorzichtige, stabiele, passieve film van chroomoxide aan het oppervlak. De dikte van deze film is slechts enkele nanometers. Bij lassen wordt het rvs tot hoge temperatuur verhit. De las en de warmtebeïnvloede zone die zich naast de las bevindt maar niet wordt omgesmolten, ziet temperaturen boven 1.000 °C. Indien er zuurstof aanwezig is, zal deze onmiddellijk reageren met het metaal. Bij een hogere piektemperatuur en een langere duur ontstaat er een dikkere laag oxide. Hierdoor ontstaan de zogenaamde aanloopkleuren (zie Figuur 1), in het Engels ook als 'heat tint' omschreven. De dikte van deze oxidelaag is enkele honderden nanometers, terwijl een gewone passivatielaag op staal slechts een vijftal nanometer dik is.
Aanloopkleuren kunnen zowel aan de wortel van de las ontstaan, bijvoorbeeld indien er geen beschermgas (backing gas) wordt gebruikt of beschermgas dat verontreinigd is met zuurstof, maar ook aan de laskap, waar materiaal na passage van de elektrode blootgesteld wordt aan omgevingslucht.
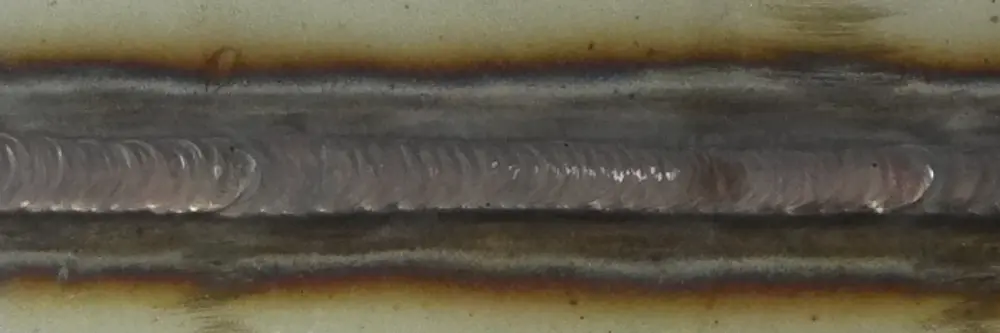
FIGUUR 1: Aanloopkleuren op RVS 304L (laskap) na lassen met TIG
Invloed van aanloopkleuren op corrosieweerstand
Algemeen wordt aangenomen dat de aanloopkleuren de corrosieweerstand negatief beïnvloeden en dat beitsen (een reiniging met zuren HF en HNO3) de meest aangewezen techniek is die de corrosieweerstand terug op het niveau van het basismateriaal kan brengen. Om milieu- en veiligheidsredenen staat het toepassen van een beitsbehandeling vaak ter discussie.
Van alternatieve reinigingstechnieken zijn er weinig of geen onafhankelijke resultaten beschikbaar over hun invloed op de corrosieweerstand. Het Belgisch Instituut voor Lastechniek voerde daarom van 2018 tot 2022 het CORONA-project uit: een collectief onderzoeksproject om de Corrosieweerstand van Roestvast stalen lassen na Nabehandeling te onderzoeken. Hierbij wordt de laskap van verkleurde lassen van RVS type AISI 304L en duplex type 2205 onderworpen aan verschillende nabehandelingen. De geselecteerde reinigingstechnieken omvatten:
- Geen reiniging (als referentie)
- Beitsen met pasta (product met HNO3 en HF)
- Elektrochemisch reinigen met fosforzuur
- Elektrochemisch reinigen met neutrale oplossing
- Laserreiniging
- Borstelen na afkoelen van het rvs
- Borstelen na afkoelen van het rvs, gevolgd door een reiniging met citroenzuur
- Borstelen tijdens afkoelen van het rvs, bij een temperatuur van 40–50 °C ('warmborstelen')
- Specifieke oppervlakteconditioneringstechniek (Sublimotion-process®) waarbij het volledige oppervlak gereinigd werd
Voorbeelden van testmonsters na reiniging worden getoond in Figuur 2.

FIGUUR 2: Voorbeelden van testmonsters na behandeling
(1: Onbehandeld – 2: Beitsen – 3: Elektrochemisch reinigen fosforzuur – 4: Laser – 5: Borstelen – 6: Borstelen + reinigen met citroenzuur – 7: Sublimotion® – 8: Elektrochemisch neutraal – 9: Warmborstelen)
Testmonsters van 150 mm op 70 mm werden blootgesteld aan de buitenlucht op vier locaties:
- Corrosie-categorie C3: Hoek van Holland, Nederland (3 jaar)
- Corrosie-categorie C4: Böhus-Malmön Kvarnvik, Zweden, 200 m van de zee (3 jaar)
- Corrosie-categorie C5: Böhus-Malmön Kvarnvik, Zweden, 50 m van de zee (3 jaar)
- Chemische plant in de Antwerpse haven (2 jaar)
De monsters werden onder een hoek van 45° geplaatst, met de laskap naar boven en gericht op het zuiden. De stukken in C3 en de warmgeborstelde stukken in C4 en C5 werden met de laskap naar beneden geplaatst.
Na 3 jaar werden de monsters opnieuw verzameld. Figuur 3 en Figuur 4 tonen de stukken van respectievelijk RVS 304L en duplex RVS 2205 na 3 jaar in strengste/zwaarste corrosie-categorie C5. Opvallend voor beide types materialen is de rode roestverkleuring van het niet-gereinigde stuk en de stukken gereinigd door borstelen. De natte technieken beitspasta, elektrochemisch reinigen met fosforzuur en Sublimotion tonen de minste rode verkleuring. De rode verkleuring wordt toegewezen aan restanten van vrij ijzer op het oppervlak.
De putdiepte werd bepaald via 3D-microscopie. Een drempelwaarde van 29 µm wordt ingesteld om ruwheidseffecten uit te sluiten. Mechanische krassen worden eveneens uitgesloten in het onderzoek. Andere indicaties boven 29 µm worden als putjes beschouwd. Het oppervlak wordt opgedeeld in een zone van 15 mm aan weerszijden van de fusielijn als warmtebeïnvloede zone ('HAZ', heat affected zone) en het basismateriaal verder dan 15 mm van de fusielijn ('BM'). Het lasmetaal zelf wordt wegens de bolle vorm niet in de 3D-microscoop onderzocht.

(1: Onbehandeld – 2: Beitsen – 3: Elektrochemisch reinigen fosforzuur – 4: Laser – 5: Borstelen – 6: Borstelen + reinigen met citroenzuur – 7: Sublimotion® – 8: Elektrochemisch neutraal – 9: Warmborstelen)

(1: Onbehandeld – 2: Beitsen – 3: Elektrochemisch reinigen fosforzuur – 4: Laser – 5: Borstelen – 6: Borstelen + reinigen met citroenzuur – 7: Sublimotion® – 8: Elektrochemisch neutraal – 9: Warmborstelen)
Figuur 5 toont de diepste put gemeten op de teststukken RVS 304L na 3 jaar blootstelling in de verschillende corrosiecategorieën. De diepste aantasting wordt voor veel stukken in de zone van het basismateriaal aangetroffen. De gereinigde zone (HAZ) werd niet preferentieel aangetast. Na 3 jaar blootstelling in C5 worden typische putdieptes tussen 100 en 150 µm opgemerkt, ook op het gebeitste stuk. Een voorbeeld van aantasting is gegeven in Figuur 8. De stukken in corrosiecategorie C4 tonen typisch minder diepe putjes en de stukken in corrosiecategorie C3 tonen weinig aantasting.
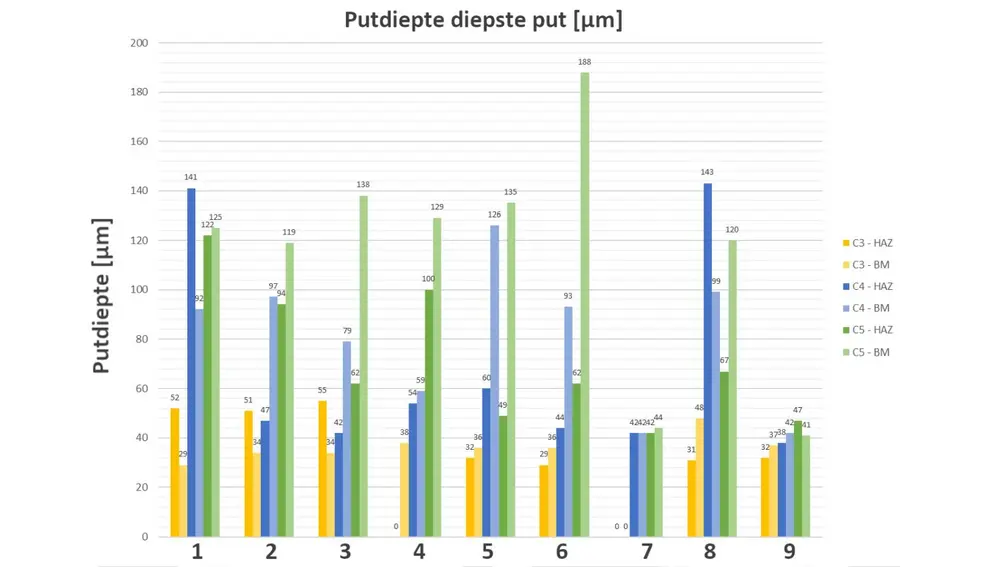
FIGUUR 5: Diepste put gemeten bij 3D-microscopie op de teststukken na 3 jaar atmosferische blootstelling
(1: Onbehandeld – 2: Beitsen – 3: Elektrochemisch reinigen fosforzuur – 4: Laser – 5: Borstelen – 6: Borstelen + reinigen met citroenzuur – 7: Sublimotion® – 8: Elektrochemisch neutraal – 9: Warmborstelen)
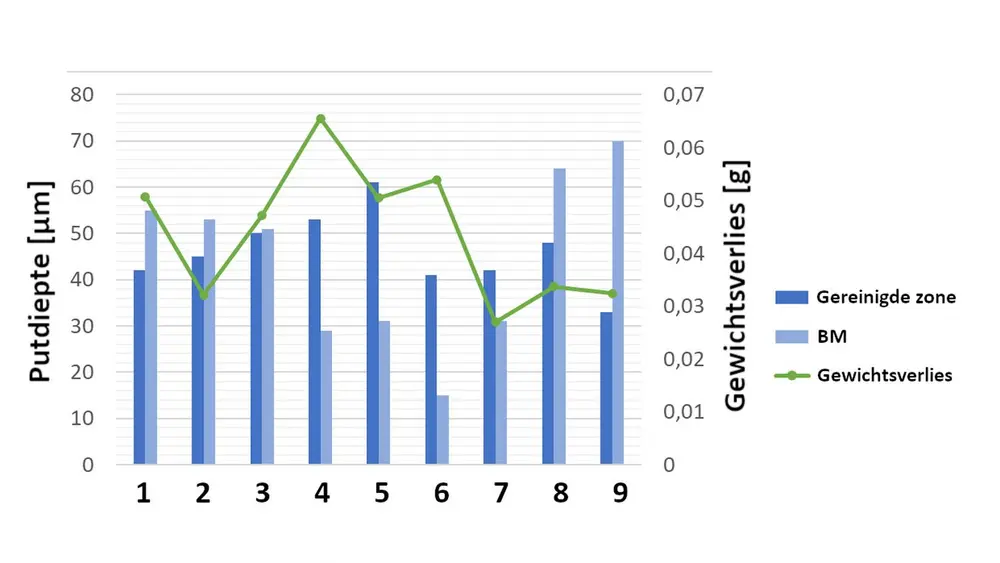
Figuur 6 toont de diepste putjes voor RVS 304L na 2 jaar blootstelling in een chemische plant. De diepste aantasting werd gemeten in de gereinigde zone van het gebeitste stuk (161 µm). Bij twee op de drie monsters is de diepste aantasting in het basismateriaal, met andere woorden in de zone op meer dan 15 mm van de fusielijn.
Opvallend is ook het hoge gewichtsverlies van enkele monsters op het stuk: dit is vermoedelijk veroorzaakt door een productlek op de site waardoor wat product (mogelijk HCl) lekte op enkele van de stukken. De diepste putjes bevinden zich over het algemeen op deze monsters. Het laagste gewichtsverlies werd gevonden voor het lasergereindigd monster, maar dit monster bleek vervaardigd uit een 316L in plaats van een 304L.

(1: Onbehandeld – 2: Beitsen – 3: Elektrochemisch reinigen fosforzuur – 4: Borstelen – 5: Borstelen + reinigen met citroenzuur – 6: Laser (316L i.p.v. 304L) – 7: Sublimotion® – 8: Elektrochemisch neutraal – 9: Warmborstelen)
Voor het duplex rvs werden geen duidelijk waarneembare putjes opgemerkt in de 3D-microscopie, noch voor de atmosferische blootstelling in de verschillende corrosiecategorieën als in de blootstelling in de chemische plant (Figuur 7). Ook hier blijkt dat de reinigingstechniek geen duidelijk effect heeft op de corrosieweerstand in de buitenlucht.
(1: Onbehandeld – 2: Beitsen – 3: Elektrochemisch reinigen fosforzuur – 4: Borstelen – 5: Borstelen + reinigen met citroenzuur – 6: Laser – 7: Sublimotion® – 8: Elektrochemisch neutraal – 9: Warmborstelen)
Besluit
Het onderzoek van de diepste put na atmosferische expositie toonde aan dat de diepste aantasting niet bepaald wordt door de reinigingstechniek. Zones meer dan 15 mm van de fusielijn tonen eveneens aantasting en vaak dieper dan de gereinigde zone. Stukken gereinigd met het Sublimotion-process vertoonden in het algemeen de minst diepe putjes over de verschillende testen heen.
De reiniging heeft wel een sterk effect op het esthetische aspect: niet reinigen en borstelen leidt tot veel rode roest op het oppervlak na blootstelling in de buitenlucht. Deze stukken toonden echter geen preferentiële aantasting in de gereinigde zone. De rode verkleuring wordt toegeschreven aan een oppervlakkige aanwezigheid van vrij ijzer.
Het al dan niet reinigen en de gekozen reinigingstechniek is bijgevolg geen factor die een noemenswaardig effect heeft op de putdiepte in de atmosferische blootstelling, op basis van dit onderzoek.
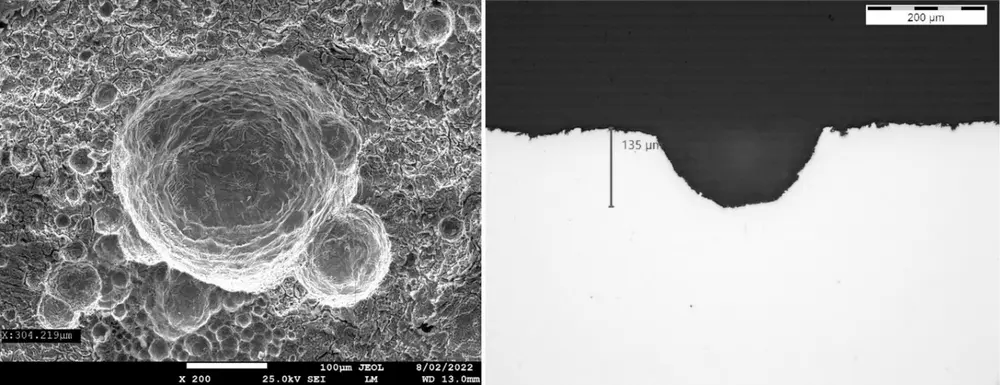
FIGUUR 8: Voorbeeld van putvormige aantasting op het oppervlak en metallografische snede over deze aantasting
Interesse in meer resultaten van het CORONA-project?
Neem gerust contact op met jens.conderaerts@bil-ibs.be of +32 9 292 14 22.
