Lassen van wapeningsstaal aan constructiestaal
onder de norm EN 1090-2

Bedrijven actief in de staalbouw zijn voor het uitvoeren van constructief staalwerk onderhevig aan de productnorm EN 1090-2. Wie gelaste verbindingen tussen wapeningsstaal ('betonijzer') en constructiestaal uitvoert, moet sinds de invoering van de laatste editie van die norm (d.d. juli 2018) rekening houden met een aantal belangrijke zaken.
Lassen van belaste lasverbindingen
De uitvoering van het lassen van wapeningsstaal aan constructiestaal moet volgens § 7.1 van EN 1090-2 gebeuren in overeenstemming met de aanbevelingen van EN ISO 17660, die twee delen omvat:
- EN ISO 17660-1: Lassen - Lassen van betonstaal - Deel 1: Belaste lasverbindingen
- EN ISO 17660-2: Lassen - Lassen van betonstaal - Deel 2: Onbelaste lasverbindingen
Afhankelijk of je dus met krachtoverdragende lasverbindingen te maken hebt of niet, zal je moeten kiezen tussen deel 1 of 2. De ontwerper moet aangeven of het krachtoverdragende lasverbindigen betreft.
In wat volgt, focussen we op belaste lasverbindingen tussen wapeningsstaal en constructiestaal - behandeld in deel 1 van EN ISO 17660 - aangezien dit de meest uitgebreide eisen zijn. Wie daaraan voldoet, voldoet automatisch aan de eisen van deel 2. Bovendien zijn de enige beschouwde verbindingen deze tussen wapeningsstaal en constructiestaal. Verbindingen tussen wapeningsstaal komen niet aan bod.
Type verbindingen
De verbindingen tussen wapeningsstaal aan constructiestaal die in de praktijk gebruikt worden, zijn voornamelijk:
- 'side lap' verbinding, enkel- of dubbelzijdig uitgevoerd
- set-through verbinding
- set-in verbinding
- set-on verbinding
- strap verbinding
Figuur 1 geeft een onverzicht van deze verbindingen.
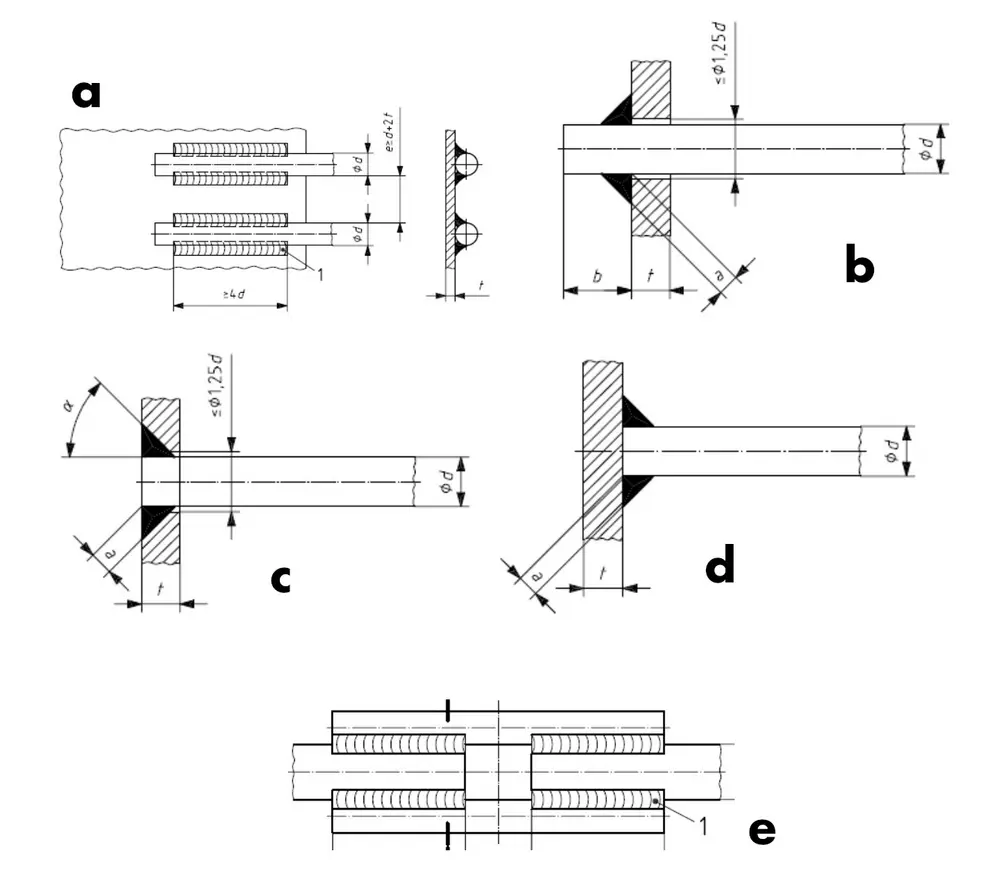
a) side-lap (dubbelzijdig) b) set-through c) set-in d) set-on e) strap
Lastoevoegmaterialen
In het geval van krachtoverdragende verbindingen moeten de gebruikte lastoevoegmaterialen een vloeigrens hebben die min 70% bedraagt van de vloeigrens van het gebruikte wapeningsstaal.
Kwaliteitseisen en lascoördinatiepersoneel
In EN ISO 17660-1 stelt men dat fabrikanten die krachtoverdragende lasverbindingen uitvoeren in het atelier of op site moeten voldoen aan de kwaliteitseisen die gesteld worden in EN ISO 3834-3. Voor bedrijven die voldoen aan de eisen van EN 1090-2 EXC2 of hoger is dit reeds het geval.
De technische kennis van het lascoördinatiepersoneel voor het lassen van wapeningsstaal moet volgens EN 1090-2 in overeenstemming zijn met EN ISO 17660-1. Men maakt hier dus geen onderscheid tussen krachtoverdragende en niet-krachtoverdragende lasverbindingen. In EN ISO 17660-1 verwijst men naar EN ISO 14731 voor wat betreft de eisen die gesteld worden aan de lascoördinator. Hierbij is het belangrijk dat de lascoördinator specifieke technische kennis heeft over het lassen van wapeningsstaal en dat hij verantwoordelijk is voor de kwaliteit van de gelaste verbindingen. Hij zal er dus moeten op toezien dat er gekwalificeerde lasprocedures gebruikt worden die uitgevoerd worden door gecertificeerde lassers.
De lascoördinator mag - net zoals in EN 1090-2 - optreden als keurmeester voor wat betreft het kwalificeren en verlengen van de lasserkwalificaties van de lassers onder zijn toezicht.
Kwalificatie van de lasser
EN 1090-2 eist dat lassers van wapeningsstaal moeten gekwalificeerd zijn volgens EN ISO 17660-1 of EN ISO 17660-2.
Als basis moet elke lasser beschikken over een kwalificatie voor een hoeklas volgens EN ISO 9606-1 of een gelijkaardige norm. Daarnaast moet de lasser voldoende opleiding gekregen hebben om de relevante verbindingen te kunnen lassen.
De lasser moet bijkomend 3 gelijke proefstukken lassen van een bepaald type verbinding. Dat moet uitgevoerd worden in de meest kritische productie lascondities - bv. moeilijkste laspositie, afmetingen. Elk proefstuk wordt nadien onderworpen aan een trekproef waarbij de sterkte van de verbinding geëvalueerd wordt en - indien gebroken in of aan de las - het breukoppervlak nagezien wordt op ontoelaatbare onvolkomenheden.

Indien de 3 proefstukken aanvaardbaar zijn, is de lasser gekwalificeerd met een geldigheidsgebied volgens Tabel 1. De tabel laat zien dat het niet noodzakelijk is om elk type verbinding apart te kwalificeren aangezien de verbindingen elkaar kwalificeren! De kwalificatie is voor 2 jaar geldig en kan nadien worden verlengd. Deze verlenging kan uitgevoerd worden op basis van min. 8 goede productietesten die gedurende de voorbije 2 jaar zijn uitgevoerd (2 van de 8 productietesten moeten tijdens de laatste 6 maanden uitgevoerd zijn).

Kwalificatie van lasoperatoren
Indien het lassen van wapeningsstaal aan constructiestaal automatisch of volledig gemechaniseerd verloopt, dan moet de lasoperator of insteller van de machine een lasoperator certificaat behaald hebben volgens ISO 14732.
Gebeurt het lassen van wapenings- aan constructiestaal automatisch of volledig mechanisch, dan moet de lasoperator/ machine-insteller een lasoperatorcertificaat cf. ISO 14732 kunnen voorleggen
Kwalificatie van de lasmethode
EN 1090-2 eist dat lasverbindingen tussen wapeningsstaal en constructiestaal moeten uitgevoerd worden volgens gekwalificeerde methoden, gebruikmakend van een lasmethodebeschrijving (LMB) in overeenstemming met het van toepassing zijnde deel van EN ISO 17660. Dit betekent dat je voor het kwalificeren van de lasmethode niet kan terugvallen op standaard lasmethoden (EN ISO 15612), opgedane laservaring (EN ISO 15611) of beproefde lastoevoegmaterialen (EN ISO 15610)!
De LMB moet in het geval van booglassen opgemaakt worden conform EN ISO 15609-1, waarbij een aantal extra essentiële parameters mee moeten opgenomen worden:
- de staalkwaliteit van het wapeningsstaal
- het productieproces waarmee het wapeningsstaal vervaardigd is (warmgewalst, koud vervormd)
- het maximum toegelaten koolstofequivalent (CE-equivalent) van het gebruikte staal
Voor het kwalificeren van de LMB kan je kiezen uit de 5 proefstukken die in annex C van de norm vermeld worden. De proefstukken bestaan uit een (dubbelzijdige) side lap, set-through, set-in en een set-on verbinding.
Tabel 2 toont het aantal proefstukken en de proeven die moeten uitgevoerd worden voor elk van de verbindingen.

Geldigheidsgebied lasmethodekwalificatie
Staalkwaliteit wapeningsstaal
Wat de staalkwaliteit van het wapeningsstaal betreft; is er voor elke kwaliteit een individuele kwalificatie nodig.
Productieproces wapeningsstaal
Enkel wapeningsstaal volgens hetzelfde productieproces vervaardigd, is gekwalificeerd (warmgewalst, koud vervormd).
Koolstofequivalent
Het koolstofequivalent (CE-equivalent) van het gebruikte materiaal voor de proef is het maximum toegelaten koolstofequivalent dat gekwalificeerd is.
Een lasmethodekwalificatie uitgevoerd op een krachtoverdragende verbinding is ook geldig voor niet krachtoverdragende verbindingen. Set-on kwalificeert ook voor set-through.
De overige essentiële variabelen staan in ISO 15614-1.
Een lasmethodekwalificatie uitgevoerd op een krachtoverdragende verbinding is ook geldig voor niet-krachtoverdragende verbindingen
Uit tabel 3 kan afgeleid worden dat er meestal meerdere sets zullen moeten gelast worden om de volledige range die in productie gelast wordt af te dekken.
De geldigheid van de lasmethodekwalificatie is niet beperkt in de tijd, op voorwaarde dat er tijdig productieproeven uitgevoerd worden. Indien er een onderbreking geweest is van meer dan een jaar, is eerst de uitvoering van een productieproef nodig om de lasmethode terug te reactiveren.

Productieproeven
De bedoeling van productieproeven is om na te gaan of er onder productieomstandigheden (in het atelier of op site) dezelfde kwaliteit kan geleverd worden als tijdens de lasmethodekwalificatie.
De proeven mogen door de lascoördinator afgenomen worden en moeten uitgevoerd worden door elke lasser en voor elke lasmethodekwalificatie in de moeilijkste laspositie tijdens productie.
Indien er in het atelier continu geproduceerd wordt volgens dezelfde lasmethodekwalificatie, dan moet het interval vastgelegd worden - maximaal drie maand. In alle overige gevallen en op site is er één testserie vereist bij de start van elk contract en vervolgens elke maand.
In het geval van een lasverbinding tussen wapeningsstaal en constructiestaal bestaat een productieproef uit het lassen van één proefstuk per type verbinding. De las zal in eerste instantie visueel beoordeeld worden om na te gaan of de eisen van ISO 5817-C vervuld zijn. Vervolgens zal een trekproef uitgevoerd worden die - bij breuk in of aan de las - nadien beoordeeld wordt. Het breukoppervlak wordt geïnspecteerd om na te gaan of er geen imperfecties aanwezig zijn die niet voldoen aan de eisen van ISO 5817-C en de maximale trekkracht moet in overeenstemming zijn met de eigenschappen van het gebruikte wapeningsstaal.
Indien het proefstuk niet aanvaardbaar is, moet men twee extra proefstukken lassen en beproeven. Als het resultaat van deze proefstukken opnieuw niet aanvaardbaar is, moet de lasser eerst bijkomende opleiding krijgen alvorens men opnieuw een productieproef mag lassen.
Toekomstige ontwikkeling
Op dit moment is men bezig aan de revisie van EN ISO 17660 delen 1 en 2. De bedoeling is om beide samen te voegen in EN ISO 17660. De intentie is om de nieuwe norm in 2022 te publiceren.
