Soudage de l'acier d'armature sur de l'acier de construction
Selon la norme EN 1090-2

Les entreprises de construction métallique sont soumises à la norme produit EN 1090-2 pour l'exécution des structures en acier. Celui qui effectue des assemblages soudés entre acier d'armature et acier de construction doit tenir compte de plusieurs points importants depuis l'introduction de la dernière édition de cette norme (en juillet 2018).
Soudage d'assemblages transmettant des efforts
Selon le § 7.1 de la norme EN 1090-2, l'exécution du soudage des aciers d'armature sur des aciers de construction doit être effectuée conformément aux prescriptions de la norme EN ISO 17660, qui comprend deux parties:
- EN ISO 17660-1 : Soudage - soudage des aciers d'armatures - partie 1: assemblages transmettant des efforts.
- EN ISO 17660-2 : Soudage - soudage des aciers d'armatures - partie 2: assemblages non transmettants.
Selon que vous ayez affaire ou non à des assemblages transmettant des efforts, vous devrez choisir entre la partie 1 ou la partie 2. Le concepteur doit indiquer s'il s'agit ou non d'assemblages transmettants.
Dans ce qui suit, nous nous concentrons sur les assemblages soudés transmettant des efforts entre l'acier d'armature et l'acier de construction - traités dans la partie 1 de l'EN ISO 17660 - car ce sont eux qui sont soumis aux exigences les plus vastes. Lorsqu'on y répond, on satisfait automatiquement aux exigences de la partie 2. En outre, les seuls assemblages considérés sont ceux entre les aciers d'armatures et les aciers de construction. Les assemblages entre aciers d'armatures ne sont pas pris en compte.
Type d'assemblage
Dans le pratique, les principaux assemblages entre acier d'armature et acier de construction sont:
- assemblage side-lap, simple ou double.
- assemblage set-through
- assemblage set-in
- assemblage set-on
- assemblage strap
La figure 1 donne un aperçu de ces assemblages.
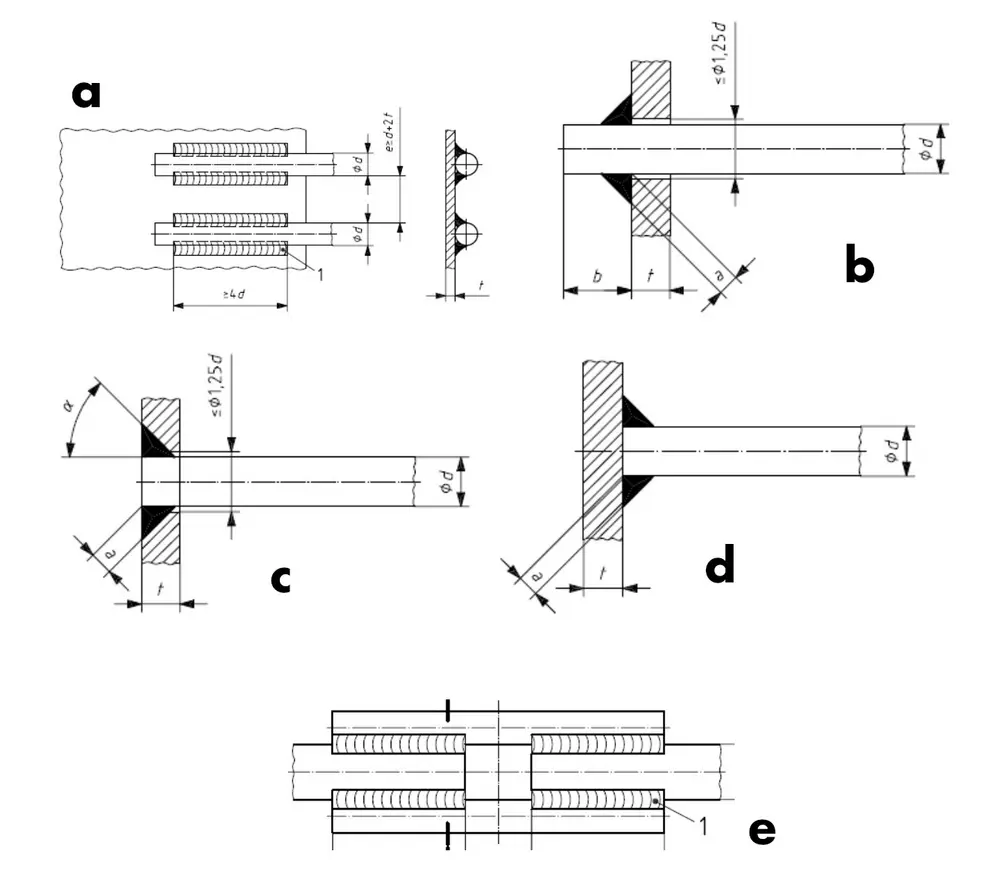
a) side-lap (double face) b) set-through c) set-in d) set-on e) strap
métaux d'apport
Dans le cas des assemblages transmettant des efforts, les métaux d'apport utilisés doivent avoir une limite d'élasticité équivalant à au moins 70 % de la limite d'élasticité de l'acier d'armature utilisé.
Exigences de qualité et personnel de coordination
La norme EN ISO 17660-1 stipule que les fabricants qui effectuent des assemblages transmettant des efforts en atelier ou sur site doivent répondre aux exigences de qualité définies dans la norme EN ISO 3834-3. C'est déjà le cas pour les entreprises qui respectent les exigences de la norme EN 1090-2 EXC2 ou plus.
Selon la norme EN 1090-2, les connaissances techniques du personnel de coordination pour le soudage de l'acier d'armature doivent être conformes à la norme EN ISO 17660-1. Aucune distinction n'est faite ici entre les assemblages transmettant des efforts et les assemblages non transmettants. La norme EN ISO 17660-1 fait référence à la norme EN ISO 14731 en ce qui concerne les exigences imposées au coordinateur de soudage. Il est important que le coordinateur de soudage possède des connaissances techniques spécifiques concernant le soudage de l'acier d'armature et qu'il soit responsable de la qualité des assemblages soudés. Il doit s'assurer que l'on utilise bien des procédures de soudage qualifiées et que celles-ci sont effectuées par des soudeurs certifiés.
Tout comme dans la norme EN 1090-2, le coordinateur de soudage peut agir en tant qu'inspecteur en ce qui concerne la qualification et le renouvellement des qualifications des soudeurs sous sa supervision.
Qualification du soudeur
La norme EN 1090-2 exige que les soudeurs d'acier d'armature soient qualifiés conformément à la norme EN ISO 17660-1 ou EN ISO 17660-2.
A la base, chaque soudeur doit posséder une qualification en soudage d'angle selon la norme EN ISO 9606-1 ou une norme similaire. En outre, le soudeur doit avoir reçu une formation suffisante pour être en mesure de souder les assemblages concernés.
Le soudeur doit en outre souder 3 échantillons identiques d'un certain type d'assemblage. Cette opération doit être effectuée dans les conditions de production les plus critiques - par exemple, la position de soudage ou les dimensions les plus difficiles. Chaque échantillon est ensuite soumis à un essai de traction au cours duquel on évalue la résistance de l'assemblage. En suite, en cas de rupture dans ou au niveau du joint, on vérifie la surface de rupture afin de détecter des imperfections inadmissibles.

Si les 3 échantillons sont acceptables, le soudeur est qualifié avec un domaine de validité conforme au tableau 1. Le tableau montre qu'il n'est pas nécessaire de qualifier chaque type d'assemblage séparément car les assemblages se qualifient les uns les autres! La qualification est valable pendant 2 ans et peut être renouvelée par la suite. Ce renouvellement peut se faire sur base d'au moins 8 bons tests de production effectués au cours des 2 dernières années (2 des 8 tests de production doivent avoir été effectués au cours des 6 derniers mois).

Qualification des opérateurs de soudage
Si le soudage d'acier d'armature sur de l'acier de construction est effectué automatiquement ou entièrement mécanisé, l'opérateur de soudage ou le régleur de la machine doit avoir obtenu un certificat d'opérateur de soudage conformément à la norme ISO 14732.
Si le soudage d'acier d'armature sur de l'acier de construction est effectué automatiquement ou entièrement mécanisé, l'opérateur de soudage/régleur de la machine doit être en mesure de produire un certificat d'opérateur de soudage conforme à la norme ISO 14732
Qualification de la méthode de soudage
La norme EN 1090-2 exige que les assemblages entre aciers d'armatures et aciers de construction soient réalisés selon des méthodes qualifiées utilisant une description de méthode de soudage (LMB) conforme à la partie applicable de la norme EN ISO 17660. Cela signifie que pour qualifier la méthode de soudage, vous ne pouvez pas recourir aux méthodes de soudage standard (EN ISO 15612), à l'expérience acquise en matière de soudage (EN ISO 15611) ou aux métaux d'apport éprouvés (EN ISO 15610)!
Dans le cas du soudage à l'arc, la LMB doit être établie conformément à la norme EN ISO 15609-1 et doit reprendre plusieurs paramètres essentiels:
- la qualité de l'acier d'armature
- le processus de production par lequel l'acier d'armature est fabriqué (laminé à chaud, formé à froid)
- l'équivalent carbone maximum autorisé (équivalent CE) de l'acier utilisé
Pour la qualification de la LMB, vous pouvez choisir parmi les 5 échantillons mentionnés dans l'annexe C de la norme. Les échantillons consistent en un assemblage side-lap (double face), set-through, set-in et set-on.
Le tableau 2 indique le nombre d'échantillons et les essais à réaliser pour chacun des assemblages.

Validité de la qualification de la méthode de soudage
Qualité de l'acier d'armature
En ce qui concerne la qualité de l'acier d'armature, une qualification individuelle est requise pour chaque qualité.
Processus de production d'acier d'armature
Seul l'acier d'armature réalisé selon le même procédé de production est qualifié (laminé à chaud, formé à froid).
Équivalent carbone
L'équivalent carbone (équivalent CE) du matériau utilisé pour le test est l'équivalent carbone maximum autorisé qui est qualifié.
Une qualification de la méthode de soudage effectuée sur un assemblage transmettant les efforts est également valable pour les assemblages non transmettants. Le 'set-on' qualifie également le 'set-through'.
Les autres variables essentielles sont indiquées dans la norme ISO 15614-1.
Une qualification de la méthode de soudage effectuée sur un assemblage transmettant les efforts est également valable pour les assemblages non transmettants
Le tableau 3 permet de conclure que dans la plupart des cas, il faut souder plusieurs sets pour couvrir toute la gamme des soudures en production.
La validité de la qualification de la méthode de soudage n'est pas limitée dans le temps, à condition que des essais de production soient effectués à temps. S'il y a une interruption de plus d'un an, un test de production est nécessaire pour réactiver la méthode de soudage.

Essais de production
L'objectif des essais de production est de vérifier que dans des conditions de production (en atelier ou sur site), on peut obtenir la même qualité que lors de la qualification de la méthode de soudage.
Le coordinateur de soudage est habilité à faire passer les tests et ceux-ci doivent être effectués par chaque soudeur pour chaque qualification de méthode de soudage dans la position de soudage la plus difficile pendant la production.
En cas de production continue dans l'atelier utilisant la même qualification de méthode de soudage, l'intervalle doit être fixé - maximum trois mois. Dans tous les autres cas et sur site, une série de tests est requise au début de chaque contrat et tous les mois par la suite.
Dans le cas d'un assemblage entre acier d'armature et acier de construction, un essai de production consiste à souder un échantillon par type de joint. La soudure sera d'abord évaluée visuellement pour vérifier que les exigences de la norme ISO 5817-C sont respectées. Ensuite, on effectuera un essai de traction qui - en cas de rupture dans ou sur la soudure - sera évalué par la suite. La surface de rupture doit être inspectée pour vérifier qu'il n'y a pas d'imperfections non conformes aux exigences de la norme ISO 5817-C et la résistance maximale à la traction doit être conforme aux propriétés de l'acier d'armature utilisé.
Si l'échantillon n'est pas acceptable, il faut souder et tester deux échantillons supplémentaires. Si le résultat de ces échantillons n'est toujours pas acceptable, le soudeur doit recevoir une formation supplémentaire avant d'être autorisé à souder à nouveau un essai de production.
Développement futur
La norme EN ISO 17660 parties 1 et 2 est actuellement en cours de révision afin de réunir les deux parties dans la norme EN ISO 17660. Le but est de publier la nouvelle norme en 2022.
