UNE COLLE 2 K SPECIALE RENFORCE LES ANGLES EN ALU
A INJECTER VIA DES TROUS PERCES APRÈS PRESSAGE DE L'ANGLE
AUTOUR DE CORNIÈRES ADAPTÉES
 Dans la production de fenêtres en aluminium, les profilés sont souvent reliés d'équerre par une cornière. Sur la table de pressage, les angles sont ensuite déformés mécaniquement au moyen de couteaux, afin de se serrer autour des cornières. Dans cette dernière étape, une colle 2 composants sans solvant est injectée dans l'angle et durcit entièrement. Ici, nous détaillons les principales propriétés de cette colle 2 K spéciale.
Dans la production de fenêtres en aluminium, les profilés sont souvent reliés d'équerre par une cornière. Sur la table de pressage, les angles sont ensuite déformés mécaniquement au moyen de couteaux, afin de se serrer autour des cornières. Dans cette dernière étape, une colle 2 composants sans solvant est injectée dans l'angle et durcit entièrement. Ici, nous détaillons les principales propriétés de cette colle 2 K spéciale.
 ASSEMBLAGES ANGULAIRES EN ALUMINIUM
ASSEMBLAGES ANGULAIRES EN ALUMINIUM
Un assemblage angulaire en aluminium est concrétisé au moyen de l'exécution d'un certain nombre d'étapes d'usinage et d'assemblage successives.
Sciage
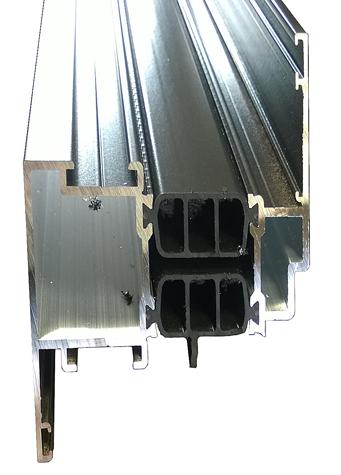 Les profilés en aluminium sont livrés hors usine dans une longueur standard, par exemple avec une longueur de 6 m. Ces profilés sont constitués d'une coque extérieure en aluminium, d'une rupture thermique et d'une coque intérieure en aluminium. La rupture thermique consiste en une bande de fibre de verre polyamide. Elle a pour fonction de ne pas former de conduction entre la coque extérieure et la coque intérieure du profilé en aluminium. Les profilés de fenêtre requis sont avant tout sciés à longueur sous un angle de 45° avec une scie à l'onglet, comme spécifié dans les plans (CAO).
Les profilés en aluminium sont livrés hors usine dans une longueur standard, par exemple avec une longueur de 6 m. Ces profilés sont constitués d'une coque extérieure en aluminium, d'une rupture thermique et d'une coque intérieure en aluminium. La rupture thermique consiste en une bande de fibre de verre polyamide. Elle a pour fonction de ne pas former de conduction entre la coque extérieure et la coque intérieure du profilé en aluminium. Les profilés de fenêtre requis sont avant tout sciés à longueur sous un angle de 45° avec une scie à l'onglet, comme spécifié dans les plans (CAO).
Préusinages
Ensuite, un certain nombre de préusinages sont exécutés sur les pièces libres, comme percer les trous pour la béquille et les charnières.
Trous d'injection
Si l'on travaillera avec une injection de colle 2K, on percera deux trous parallèles à l'extrémité sur l'extérieur du profilé: un dans la chambre extérieure et un dans la chambre intérieure, dans lesquels la colle 2K sera injectée plus tard.
Enduire les chants en bout
Les chants en bout sont pourvus d'une colle 1K anticorrosion avec un petit rouleau.
Insertion des pièces angulaires
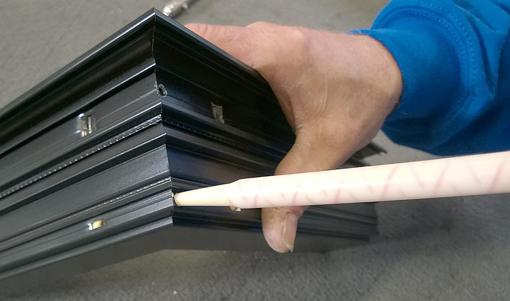
Par chant en bout, les pièces de coin sont ensuite introduites dans les trois chambres. Celles-ci donneront au cadre de fenêtre la nécessaire rigidité de torsion. Par chant en bout, trois types différents de pièces de coin sont introduits, chaque type de pièce de coin étant adapté à la chambre à remplir. Ensuite, les profilés sont glissés ensemble sur les pièces de coin. De cette manière, on obtient un cadre de fenêtre qui ne possède toutefois pas encore de réelle solidité mécanique.
Pressage
Les angles sont fermement comprimés au moyen d'une presse. Les profilés sont légèrement déformés à hauteur des angles, ce qui crée un solide encastrement.
Injection de colle 2k
 Puis, la colle 2K est injectée par les trous percés. Par angle, la colle 2K n'est injectée que d'un seul côté. La colle excédentaire s'écoule hors du profilé par les trous percés sur le côté opposé - le signe que l'on a injecté une quantité de colle suffisante. La colle excédentaire est ensuite enlevée avec un chiffon avant de pouvoir durcir.
Puis, la colle 2K est injectée par les trous percés. Par angle, la colle 2K n'est injectée que d'un seul côté. La colle excédentaire s'écoule hors du profilé par les trous percés sur le côté opposé - le signe que l'on a injecté une quantité de colle suffisante. La colle excédentaire est ensuite enlevée avec un chiffon avant de pouvoir durcir.
Finition finale
Maintenant, le cadre de fenêtre est fini avec la fermeture, des caoutchoucs d'étanchéité et des blocs de verre.
TYPES DE COLLES
Pour l'application spécifique de l'encollage des cornières sur les profilés en aluminium, les types de colle suivants peuvent être utilisés.
Colles polyuréthane 2k
Les colles bicomposantes sans solvants consistent en une résine polyuréthane et un durcisseur. Le durcissement de la colle s'opère par l'apparition d'une réticulation chimique des écheveaux polymère.
Colles acryliques 2k
Ces colles consistent en une résine acrylique et un durcisseur. Ici aussi, le durcissement de la colle s'opère par l'apparition d'une réticulation chimique des écheveaux polymère.
AUtres types de colles
La plupart des fabricants proposent exclusivement d'utiliser des colles 2K et de ne pas travailler avec des colles monocomposantes, parce que ces dernières ne durciront pas dans la même mesure que les colles bicomposantes plus performantes.
PROPRIETES PHYSIQUES
Les colles 2K sans solvants durcissent après un certain temps. La dureté est atteinte après environ six heures. Après durcissement, la colle ne peut être retirée que de façon mécanique. Après sept jours de durcissement, leur dureté varie entre 60 et 85 (DIN 53 505-Shore D1). La résistance au cisaillement alu/alu à 20 °C varie entre 15 et 20 MPa ou 150-200 kg/cm².
Nettoyage
La colle 2K qui n'a pas encore durci, peut être enlevée avec des produits de nettoyage spéciaux fournis par le fabricant de colles ou par un produit nettoyant pour aluminium. La colle durcie peut seulement être retirée à l'aide d'outils mécaniques, songez à une lame de rasage, à un cutter ou au ponçage.
COLLER L'ASSEMBLAGE ANGULAIRE
Globalement, il existe deux méthodes d'encollage des angles d'un cadre de fenêtre en aluminium.
Remplir les chambres
Une première méthode consiste à remplir les chambres avec une colle bicomposante. Ceci se fait avant de glisser les pièces de coin dans les chambres. Puis, les pièces de coin sont glissées dans les chambres du profilé et le cadre de fenêtre est assemblé. Ensuite, les angles sont vissés (ou pressés) sur une presse.
 Remplir via les trous percés
Remplir via les trous percés
Si le travail s'effectuera avec une injection de colle bicomposante, on percera deux trous parallèles à l'extrémité sur l'extérieur du profilé: un dans la chambre extérieure et un dans la chambre intérieure, dans lesquels la colle bicomposante sera injectée plus tard. L'injection de la colle bicomposante ne s'effectue qu'après l'assemblage à l'aide des pièces de coin et le pressage des angles.
VISSER OU PRESSER
En parallèle, il existe deux façons de renforcer les angles des cadres de fenêtre de façon mécanique.
P ressage
ressage
La manière la plus fréquente est l'utilisation d'une presse qui presse les profilés de fenêtre sur les pièces de coin via une déformation minime. Suit ensuite l'injection d'une colle 2K par les trous percés.
Vissage
Une alternative au pressage est l'utilisation de vis du côté intérieur des profilés de fenêtre, à hauteur des angles. Ces vis relient les profilés de fenêtre aux pièces de coin.
En préalable au glissement des pièces de coin dans les profilés de fenêtre, les chambres ont été remplies de colle 2K.
EXIGENCES DE TRANSFORMATION
Pour obtenir un encollage correct, les conditions suivantes doivent être présentes.
Types de supports admis
Ces colles bicomposantes adhèrent sur toutes les surfaces usuelles des profilés en aluminium et donc sur l'aluminium dégraissé, ainsi que sur l'aluminium anodisé. L'adhérence sur l'aluminium laqué à la poudre doit être testée au préalable.
La présence de certains additifs dans la couche de laque en poudre peut exercer une influence négative sur l'adhérence.
Etat du support
Les supports et les cornières doivent être propres, secs et exempts de poussière et de graisse.
Le nettoyage préalable de l'aluminium laqué peut s'effectuer avec un produit de nettoyage contenant un solvant. Ceci augmente la tension de surface des supports et améliore l'adhésion durable de la colle.
Température, ventilation et taux d'humidité
La température minimale pour l'application s'élève à 7 °C. A une température plus basse, la viscosité du mélange (résine polyuréthane + durcisseur) augmentera et la vitesse d'extrusion baissera. La vitesse de durcissement sera également passablement plus lente.
Le taux d'humidité de l'environnement de travail n'est pas un facteur déterminant pour le résultat final, contrairement aux MS-polymères, par exemple.
Le délai de réticulation est cependant bel et bien déterminé par la combinaison de la température et du taux d'humidité relative.
Aucune vapeur nocive n'est produite, une ventilation supplémentaire n'est donc pas nécessaire.
Les colles 2K évitent que l'eau a évacuer dans le profile de fenêtre puisse se répandre dans les coins
TRANSFORMATION
Tuyère de mélange statique
Pour appliquer la colle, vous devez utiliser une tuyère de mélange statique du type prescrit par le fabricant de colles, qui est vissée sur la cartouche ouverte, et un pistolet à air comprimé, de préférence du type prescrit par le fabricant de colles - on peut éventuellement aussi travailler avec un pistolet à mastic manuel.
La tuyère de mélange est une pipette dans laquelle un canal en forme de spirale a été pratiqué, qui mélange intensément les deux composants.
Avant d'installer la tuyère de mélange sur le pistolet, on doit contrôler la présence de deux bagues de fermeture en plastique à l'arrière sur chaque partie de la cartouche.
Ces bagues de fermeture garantissent la bonne répartition de la pression du pistolet sur toute la surface du piston.
Utilisation des Deux Premiers cEntimètres
Pour être certain d'un mélange homogène, les deux premiers centimètres du mélange de produit ne peuvent pas être utilisés.
En appuyant sur le pistolet, le mélange homogène est immédiatement appliqué sur la surface à coller. Quand ceci est fait, ou quand le pistolet n'est pas utilisé pendant une plus longue période, la tuyère de mélange doit rester vissée sur la cartouche jusqu'à la prochaine utilisation. Lors de chaque nouvelle utilisation, une nouvelle tuyère de mélange doit être vissée sur le pistolet.
Tenez compte à chaque fois du fait que vous ne pouvez pas utiliser les deux premiers centimètres du mélange.
Tests préalables
Lors de chaque application, différents tests doivent certainement être exécutés pour contrôler la compatibilité entre les différents matériaux utilisés. Dans le cas de châssis qui doivent être laqués après le montage, ceci ne peut se produire qu'après que le film de colle ait entièrement durci.
Comportement à haute température
La colle 2K résiste pendant trente minutes à une température allant jusqu'à +230 °C. A cette température, le film se ramollit et perd ses propriétés mécaniques. Aussi, veillez certainement à ne pas exercer de pression sur les angles montés lors de la manipulation du châssis. La colle bicomposante retrouve toutes ses caractéristiques initiales après le refroidissement du châssis complet.
Bien que des températures entre 7 et 25 °C règnent dans l'atelier dans la pratique, on communique une température de +230 °C, pour indiquer quel est le comportement de cette colle après l'obtention de cette température limite. C'est ainsi qu'une température d'à peu près 180 °C régnera dans le processus de laquage à la poudre pendant environ trente minutes.
LaQuage
Le laquage par la suite peut être réalisé avec un revêtement liquide ou sec et poudreux. Dans ce dernier cas, vous devez songer que la colle n'est pas conductrice et que, dès lors, la projection ne peut pas entrer en contact avec le film de colle. Lors de la fabrication des fenêtres en aluminium, les fenêtres sont toutefois déjà prélaquées dans 99% des cas par le fabricant de profilés. Par conséquent, le constructeur en question ne va plus laquer lui-même les profilés dans la plupart des cas après la fabrication de la fenêtre.
Post-usinages
Le seul post-usinage consiste dans le nettoyage des résidus de colle après l'exécution de l'encollage. A cet effet, on utilise des solvants. Tenez compte de l'inflammabilité et utilisez uniquement la quantité nécessaire. Utilisez toujours des gants et des lunettes de sécurité.
Les chiffons imbibés de solvant doivent être travaillés ensuite selon les règles.
ECOULEMENT ET COLLES 2 K
Sur les profilés de fenêtre en aluminium, l'eau qui échoue sur le dessus du profilé de fenêtre inférieur dans le cas d'une fenêtre ouverte, est évacuée vers l'environnement extérieur via l'intérieur de ce profilé. L'eau s'écoule soit via les ouvertures latérales pratiquées dans le profilé de fenêtre, recouvertes de capuchons, soit via des ouvertures dans le dessous du profilé de fenêtre.
L'une des raisons de l'utilisation des colles 2K est justement d'éviter que cette eau à évacuer à l'intérieur du profilé de fenêtre puisse se répandre dans les coins du profilé.
