SPECIALE 2K-LIJM VERSTERKT ALUHOEKEN
TE INJECTEREN VIA BOORGATEN
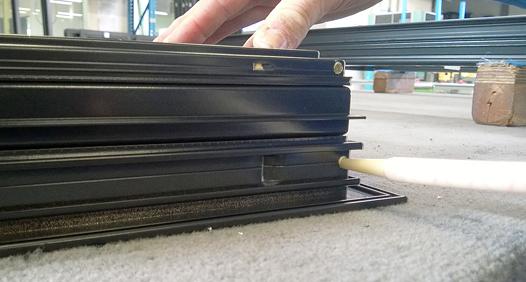
NA HET PERSEN VAN DE HOEK ROND DE AANGEPASTE HOEKIJZERS
 Bij de productie van aluminium ramen worden de profielen haaks verbonden via een hoekijzer. Op de perstafel worden de hoeken vervolgens mechanisch vervormd d.m.v. messen, zodat ze zich rond de hoekijzers gaan vastklemmen. Bij de laatste stap wordt de hoek opgespoten via een oplosmiddelvrije 2-componentenlijm die volledig uithardt. In dit artikel bespreken we belangrijkste eigenschappen van die speciale 2K-lijmen in detail.
Bij de productie van aluminium ramen worden de profielen haaks verbonden via een hoekijzer. Op de perstafel worden de hoeken vervolgens mechanisch vervormd d.m.v. messen, zodat ze zich rond de hoekijzers gaan vastklemmen. Bij de laatste stap wordt de hoek opgespoten via een oplosmiddelvrije 2-componentenlijm die volledig uithardt. In dit artikel bespreken we belangrijkste eigenschappen van die speciale 2K-lijmen in detail.
 ALUMINIUM HOEKVERBINDINGEN
ALUMINIUM HOEKVERBINDINGEN
Een aluminium hoekverbinding komt concreet tot stand door een aantal opeenvolgende bewerkings- en assemblagestappen uit te voeren.
Verzagen
 De aluminium profielen worden vanuit de fabriek met een standaardlengte aangeleverd, bijvoorbeeld op een lengte van 6 m. Deze profielen bestaan uit een aluminium buitenschaal, een thermische onderbreking en een aluminium binnenschaal.
De aluminium profielen worden vanuit de fabriek met een standaardlengte aangeleverd, bijvoorbeeld op een lengte van 6 m. Deze profielen bestaan uit een aluminium buitenschaal, een thermische onderbreking en een aluminium binnenschaal.
De thermische onderbreking bestaat uit glasvezel-polyamidestrippen. De functie hiervan is om geen geleiding te maken tussen de binnen- en buitenschelp van het aluminium profiel.
De benodigde raamprofielen worden allereerst met een verstekzaag onder 45° op lengte gezaagd, zoals gespecificeerd in de (CAD-)plannen.
Voorbewerkingen
Vervolgens worden een aantal voorbewerkingen op de losse stukken uitgevoerd, zoals het boren van kruk- en scharniergaten.
Injectiegaten
Indien er gewerkt zal worden met een injectie van de 2K-lijm, zullen er hierna aan de buitenzijde van het profiel twee evenwijdig geplaatste kleine gaten aan het uiteinde geboord worden: een in de buitenkamer en een in de binnenkamer, waarin later de 2K-lijm geïnjecteerd zal worden.
Instrijken kopse kanten
De kopse zijden worden nu met een rollertje voorzien van een corrosiewerende 1K-lijm.
Inbrengen hoekstukken
Per kopse zijde worden vervolgens de hoekstukken in de drie kamers ingebracht. Die zullen het raamkader de nodige torsiestijfheid geven. Per kopse zijde worden er dus drie verschillende types hoekstukken ingebracht, waarbij elk type hoekstuk precies is afgestemd op de op te vullen kamer. Vervolgens worden de profielen samen op de hoekstukken geschoven. Men bekomt op die manier een raamkader dat echter nog geen echte mechanische sterkte bezit.
Persen
Door middel van een persmachine worden de hoeken stevig samengeperst. Hierbij worden de profielen ter hoogte van de hoeken licht vervormd, waardoor er een stevige inklemming ontstaat.
 Injectie 2k-lijm
Injectie 2k-lijm
Daarna wordt de 2K-lijm via de geboorde gaten geïnjecteerd. Per hoek wordt de 2K-lijm slechts aan een enkele zijde geïnjecteerd. De overtollige lijm stroomt dan via de boorgaatjes aan de tegenoverliggende zijde terug uit het profiel - het teken dat men een voldoende hoeveelheid lijm heeft geïnjecteerd. De overtollige lijm wordt vervolgens weggenomen met een doekje, voor die kan uitharden.
Finale afwerking
Nu wordt het raamkader verder afgewerkt met het sluitwerk, afdichtingsrubbers en glasblokjes.
TYPES LIJM
Voor de specifieke toepassing van het verlijmen van hoekijzers bij aluminium raamprofielen kunnen de volgende types lijm gebruikt worden.
2k-polyurethaanlijmen
De oplosmiddelvrije 2 componentenlijmen bestaan uit een polyurethaanhars en een verharder. De uitharding van de lijm gebeurt door het ontstaan van een chemische vernetting van polymeerstrengen.
2k-acrylaatlijmen
Deze lijmen bestaan uit een acrylaathars en een verharder. Ook hier gebeurt de uitharding van de lijm door het ontstaan van een chemische vernetting van polymeerstrengen.
Andere types lijmen
De meeste fabrikanten stellen uitsluitend voor om gebruik te maken van 2K-lijmen en niet te werken met 1 componentlijmen, omdat die laatste niet in die mate zullen uitharden als de meer performante 2 componentenlijmen.
FYSISCHE EIGENSCHAPPEN
Oplosmiddelvrije 2K-lijmen harden na enige tijd uit. De functionele hardheid wordt na ong. zes uur bereikt. Na de verharding is de lijm enkel op mechanische wijze verwijderbaar. Zijn hardheid na zeven dagen uitharding bedraagt tussen 60 en 85 (DIN 53 505-Shore D1). De schuifsterkte alu/alu bij 20 °C bedraagt tussen 15 en 20 MPa of 150-200 kg/cm².
Reiniging
Een 2K-lijm die nog niet uitgehard is, kan verwijderd worden met speciale, door de lijmfabrikant geleverde reinigingsproducten of met een aluminium cleaner product. Een uitgeharde lijm kan alleen verwijderd worden met behulp van mechanische hulpmiddelen - denk aan een scheermesje, een cutter of aan het schuren.
LIJMEN VAN DE HOEKVERBINDING
Globaal gezien zijn er twee manieren om de hoeken van een aluminium raamkader met een 2K-lijm te verlijmen.
Vullen van de kamers
Een eerste methode bestaat erin om de kamers te vullen met een 2K-lijm. Dat gebeurt evenwel voordat men de hoekstukken in de kamers schuift. Daarna worden de hoekstukken in de profielkamers geschoven en wordt het raamkader samengesteld.
Dan worden de hoeken op een persmachine vastgeschroefd (of vastgeperst).
 Vullen via boorgaatjes
Vullen via boorgaatjes
Indien er gewerkt zal worden met een injectie van de 2K-lijm, zullen er aan de buitenzijde van het profiel twee evenwijdig geplaatste kleine gaten aan het uiteinde geboord worden: een in de buitenkamer en een in de binnenkamer, waarin later de 2K-lijm geïnjecteerd zal worden. De injectie van de tweecomponentenlijm gebeurt pas na de assemblage aan de hand van de hoekstukken en het persen van de hoeken.
SCHROEVEN VERSUS PERSEN
Gelijklopend hiermee zijn er twee manieren om de hoeken van aluminium raamkaders op mechanische wijze te versterken.
 Persen
Persen
De meest voorkomende manier is het gebruik van een persmachine die via een minieme vervorming de raamprofielen op de hoekstukken vastperst. Daarna volgt de injectie van een 2K-lijm via boorgaatjes.
Schroeven
Een alternatieve manier voor het persen is het gebruik van schroeven aan de binnenzijde van de raamprofielen, ter hoogte van de hoeken.
Deze schroeven verbinden de raamprofielen met de hoekstukken. Voorafgaand aan het inschuiven van de hoekstukken in de raamprofielen werden de kamers dan gevuld met een 2K-lijm.
VERWERKINGSVEREISTEN
Om een correcte verlijming te bekomen, dienen de volgende omstandigheden aanwezig te zijn.
Toegestane types Van ondergronden
Deze 2K-lijmen hechten op alle gangbare oppervlakken van aluminium raamprofielen en dus op ontvet, blank aluminium, alsook op geanodiseerd aluminium. Gepoederlakt aluminium moet vooraf getest worden op zijn hechting. De aanwezigheid van sommige additieven in de poederlaklaag kunnen de hechting negatief beïnvloeden.
Toestand van de ondergrond
De ondergronden en de hoekijzers moeten schoon, droog en vrij van stof en vet zijn. De voorafgaande reiniging van het gelakte aluminium kan gebeuren met een oplosmiddelhoudend reinigingsmiddel. Dat verhoogt de oppervlaktespanning van de ondergronden en verbetert de duurzame adhesie van de lijm.
Temperatuur, ventilatie en vochtigheidsgraad
De minimumtemperatuur voor de applicatie bedraagt 7 °C. Bij een lagere temperatuur zal de viscositeit van het mengsel (polyurethaan-hars + verharder) stijgen en zal de extrusiesnelheid dalen. Ook de uithardingssnelheid verloopt dan beduidend langzamer. De vochtigheidsgraad van de werkomgeving is geen bepalende factor voor het eindresultaat, dit in tegenstelling met bv. MS-polymeren. De vernettingstijd wordt echter wel bepaald door de combinatie van de temperatuur en de relatieve vochtigheidsgraad. Er worden geen schadelijke dampen geproduceerd, dus een extra ventilatie is niet nodig.
2K-lijmen verhinderen dat het af te voeren water binnen het raamprofiel zich in de hoeken zou kunnen verspreiden
VERWERKING
Statische mengpijp
Voor het aanbrengen van de lijm moet u een statische mengpijp van het door de lijmfabrikant voorgeschreven type gebruiken, die op het geopende patroon wordt geschroefd, en een persluchtpistool, bij voorkeur van het door de lijmfabrikant voorgeschreven type - men kan eventueel ook werken met een manueel bediend kitpistool.
De mengpijp is een pipet waarin er binnenin een spiraalvormig kanaal is aangebracht, die de beide componenten innig met elkaar vermengt. Voordat de mengpijp op het pistool geïnstalleerd wordt, dient men te controleren of er achteraan op elk deel van het patroon twee plastic sluitringen aanwezig zijn. Deze sluitringen zorgen ervoor dat de pistooldruk mooi verdeeld wordt over het hele oppervlak van de zuiger.
Gebruik van eerste 2 cm
Om zeker te zijn van een homogeen mengsel, mogen de eerste twee centimeters van het productmengsel niet worden gebruikt. Door op het pistool te drukken, wordt het homogene mengsel rechtstreeks op het te lijmen oppervlak aangebracht. Wanneer dat gebeurd is - of wanneer het pistool langere tijd niet gebruikt wordt - moet de mengpijp op het patroon geschroefd blijven tot het volgende gebruik. Bij elk nieuw gebruik moet er een nieuwe mengpijp op het pistool worden geschroefd. Hou er telkens rekening mee dat u de eerste twee centimeters van het mengsel niet mag gebruiken.
Voorafgaande tests
Bij elke toepassing moeten er tests worden uitgevoerd om de compatibiliteit tussen de verschillende gebruikte materialen te controleren. In het geval van kozijnen die na de montage gelakt moeten worden, mag dat pas gebeuren nadat de lijmfilm volledig uitgehard is.
Gedrag bij hoge temperatuur
De 2K-lijm is gedurende dertig minuten bestand tegen een temperatuur tot +230 °C. Bij deze temperatuur wordt de film zacht en verliest hij zijn mechanische eigenschappen. Zorg er dan ook voor dat u bij het manipuleren van het kozijn geen druk uitoefent op de gemonteerde hoeken. De 2K-lijm krijgt zijn initiële kenmerken terug na de afkoeling van het volledige kozijn. Hoewel men in de praktijk in de werkplaats temperaturen heeft tussen 7 en 25 °C, geeft men de bemerking van een temperatuur van +230 °C, om aan te geven wat het gedrag van deze lijm is na het bereiken van die limiettemperatuur. Zo zal er bij het poederlakproces gedurende circa dertig minuten een temperatuur heersen van om en bij 180 °C.
Lakken
Het lakken achteraf kan worden gerealiseerd met een vloeibaar of droog poedervormig coatingproduct. In dit laatste geval moet u eraan denken dat lijm niet geleidt en dat de projectie bijgevolg niet rechtstreeks in contact mag komen met de lijmfilm. Bij de fabricage van aluminium ramen zijn de ramen in 99% van de gevallen echter reeds op voorhand gelakt door de profielfabrikant. De constructeur in kwestie zal in de meeste gevallen dus zelf geen profielen meer lakken na de fabricatie van het raam.
Nabewerkingen
De enige nabewerking bestaat uit het reinigen van lijmresten na het uitvoeren van de verlijming. Hiervoor worden er solvents gebruikt. Hou rekening met de ontvlambaarheid en gebruik enkel zoveel als nodig.
Gebruik altijd handschoenen en een veiligheidsbril. Doeken, gedrenkt in dit solvent, moeten hierna volgens de regels verwerkt worden.
AFWATERING EN 2K-LIJMEN
Bij aluminium raamprofielen wordt water dat bij een openstaand raam op de bovenzijde van het onderste raamprofiel terechtgekomen is, via de binnenzijde van dit profiel afgevoerd naar de buitenomgeving. Het water stroomt dan weg via ofwel in het raamprofiel aangebrachte, zijdelingse openingen, afgedekt door afdekkapjes, ofwel via openingen aan de onderzijde van het raamprofiel.
Een van de redenen voor het gebruik van de 2K-lijmen is nu juist het voorkomen dat dit af te voeren water zich binnen in het raamprofiel in de hoeken van het profiel zou kunnen verspreiden.
