Le ponçage est et reste un métier
La technologie compense la disparition des spécialistes

Frotter un média rugueux sur un objet pour le rendre plus lisse ou plus rugueux pour des raisons fonctionnelles ou esthétiques. On pourrait penser qu'il n'y a rien de plus simple... mais les apparences sont trompeuses. Un processus de ponçage efficace nécessite un savoir-faire. Or ce savoir-faire se raréfie. Il est donc nécessaire d'innover au niveau des techniques, des matériaux et des équipements de ponçage pour pallier ce manque.
Dans l'industrie du métal, le ponçage est effectué pour diverses raisons. Les exigences en matière de finition devenant de plus en plus strictes, les fabricants cherchent constamment à améliorer les trois piliers qui sous-tendent le processus de ponçage: les matériaux, les techniques et les équipements.
Matériaux
Les coated abrasives se caractérisent par le fait que le matériau de support est constitué de tissu, de polyester, de fibre, de film, de papier ou de toile métallique. Dans le secteur du métal, on préfère les supports en tissu en raison de leur durabilité et parce que leur flexibilité facilite le ponçage des formes. Ils sont classés dans les catégories JF (souple) à Z (très dur).
Les matériaux de surface conditioning sont des matériaux abrasifs compressibles ou 3D avec un support en polyester. Les grains abrasifs sont imprégnés dans une bande compressible qui compense les mouvements abrasifs (trop) agressifs: dans ce cas, les grains ne sont pas pressés dans le matériau, mais dans le matériau en toile sous-jacent. Un autre avantage est que la chaleur générée est moindre qu'avec les coated abrasives, ce qui réduit le risque de déformation ou de décoloration.

Les abrasifs unitized se caractérisent par le fait que la toile 3D est comprimée en plaques avec une densité contrôlée. Cela présente l'avantage que les grains abrasifs tombent de l'abrasif pendant le processus d'usure, ce qui fait que de nouveaux grains affûtés sont actifs en permanence. Cela permet d'obtenir une finition uniforme, la profondeur des rayures et la production de chaleur étant contrôlables. Contrairement aux abrasifs traditionnels, ce matériau peut être utilisé dans n'importe quelle direction.
En outre, il existe des matériaux avec une surface électrostatique open-coated, où les grains sont disposés stratégiquement en direction de la pièce. Les grains poncent le métal rapidement et profondément et ils s'usent uniformément, ce qui réduit la production de chaleur. De plus, cette surface évacue la poussière, empêchant en partie la ‛saturation' des interstices.
Pendant le processus de ponçage, la poussière de ponçage est chargée positivement pendant que la machine fonctionne. La bande abrasive et la pièce à usiner acquièrent une charge négative, ce qui fait que la poussière de ponçage s'y colle. Le papier abrasif fabriqué selon un processus de production antistatique empêche la poussière de ponçage d'acquérir une charge électrique. En outre, le degré de finition est meilleur en raison du pouvoir de coupe plus élevé du grain abrasif.
Additifs abrasifs
La fonction de ce type d'additif est triple: améliorer les propriétés abrasives, empêcher la surface abrasive de se 'saturer' et empêcher la production de chaleur.
Les plus utilisés sont:
- un revêtement de stéarate de zinc; il est appliqué sur la couche supérieure de l'adhésif
- des revêtements chimiques - généralement à base de potassium ou de sodium - avec un effet d'amortissement de la chaleur qui empêche également l'encrassement. Ils sont soit ajoutés au collage supérieur, soit appliqués après le collage supérieur comme troisième couche.
Ces additifs sont souvent utilisés pour le ponçage de matériaux difficiles à usiner tels que l'acier inoxydable et l'aluminium.
Design
La forme de l'abrasif détermine en partie l'efficacité du processus de ponçage. D'où les variations.
Les bandes de ponçage sont conçues pour enlever le matériau des grandes surfaces. Elles sont principalement utilisés pour l'usinage et sont disponibles en différentes longueurs, la plage de travail variant de 3 mm à 4 m.
Les disques de ponçage conviennent aux matériaux qui nécessitent un traitement de surface de haute qualité et peu ou pas de finition.
En voici quelques exemples:
- le disque d'ébarbage qui peut enlever proportionnellement plus de matière et travaille donc plus rapidement. Cependant, la texture grossière créée nécessite encore un certain post-traitement;
- le disque en fibre - à utiliser toujours sur une meuleuse d'angle avec un plateau de support - convient pour l'ébavurage, le lissage des soudures et l'élimination de la calamine;
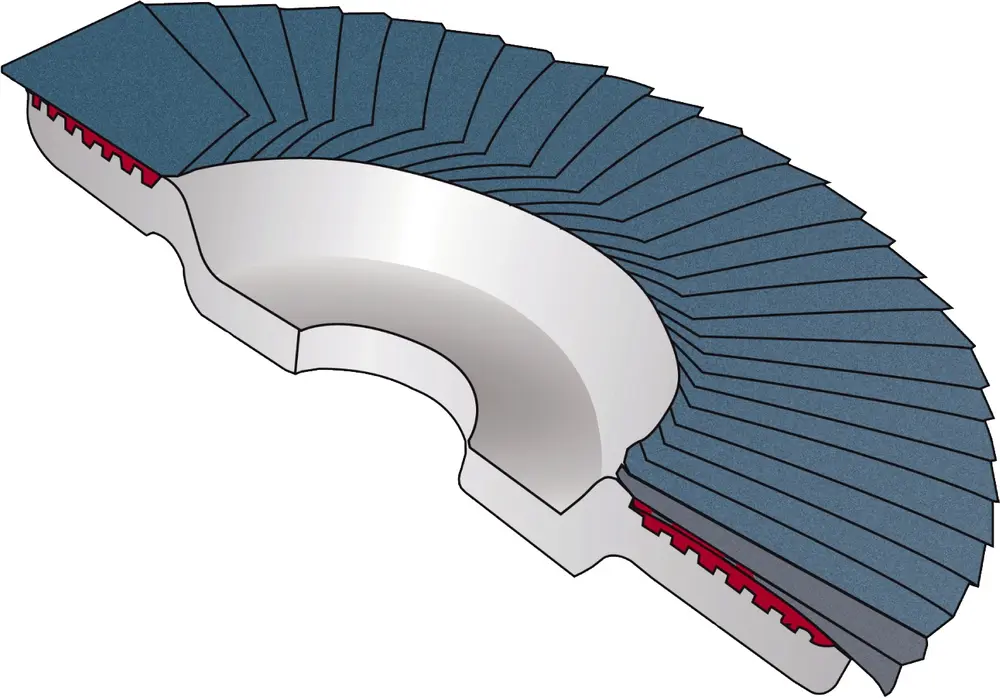
- le disque à lamelles, un disque abrasif comportant des bandes de toile abrasive en forme de lamelles. Contrairement à un disque abrasif, une roue à lamelles peut poncer dans une seule direction et travailler tout droit sur le matériau.
Les roues de ponçage sont constituées de lamelles collées autour d'un noyau et munies d'un alésage ou d'une tige d'entraînement. Elles conviennent, entre autres, pour des pièces présentant des géométries différentes.
Les meules sont utilisées notamment pour affûter des outils ou meuler des matériaux. Comme il y a relativement peu de contrôle pendant le processus de meulage, il est presque impossible d'obtenir la finition souhaitée avec des meules.
Équipement
Le choix de la machine dépend fortement de l'application, mais l'essentiel dans tous les cas est que la vitesse soit réglable en fonction de l'abrasif, de son diamètre et de la pièce à usiner.
Machines à commande manuelle
Ce type de machine est utilisé lorsqu'on souhaite de la mobilité:
- Les outils à main pneumatiques fournissent une puissance constante, ils sont puissants et nécessitent très peu d'entretien. Cependant, il faut disposer de suffisamment d'air comprimé et de lubrification;
- Les outils électriques à main n'ont besoin que d'une prise murale, et maintenant qu'ils sont de plus en plus équipés d'une batterie, ils sont devenus encore plus flexibles. L'inconvénient est qu'il n'est guère possible d'éviter que la poussière de meulage ne pénètre dans le moteur.

Les outils à main suivants sont disponibles en version pneumatique et électrique:
- la lime à bande, une ponceuse dans laquelle la bande abrasive est entraînée. Elle est disponible en différentes largeurs, en fonction de l'application;
- la ponceuse à bande, équipée d'une bande abrasive ovale qui se déplace sur la surface comme une chenille. Si la vitesse est primordiale, une bande abrasive est préférable à un disque abrasif;
- la polisseuse pour tubes utilise des bandes abrasives (multiples) dans une construction qui se plie autour du tube;
- la meuleuse d'angle ou la meuleuse portative, où le disque de ponçage ou de meulage est perpendiculaire à la partie moteur, ce qui permet de couvrir une grande surface;
- la meuleuse droite, où la brosse ou tête abrasive (souvent plus petite) est placée directement sur le moteur. Elle est principalement utilisée pour le ponçage détaillé
- la satineuse, qui permet de satiner les surfaces à l'aide de brosses abrasives. L'entraînement est similaire à celui d'une meuleuse d'angle. Cependant, dans ce cas, la brosse est placée perpendiculairement à la surface.
Machines statiques
Les ponceuses statiques sont des (plus) grosses machines actionnées par de l'air comprimé, dans lesquelles il faut introduire le matériau à poncer. En principe, les abrasifs sont les mêmes que ceux des machines manuelles.
Le fait qu'un robot ne se fatigue jamais, ne tombe jamais malade et offre une qualité constante explique l'essor de la ponceuse robotisée. Il s'agit de la combinaison d'un bras robotisé multifonctionnel commandé par ordinateur, d'une tête de ponçage intelligente et d'un programme de commande accessible.
Conditions de travail
Comme le ponçage génère de la poussière, l'aspiration est une nécessité. Une machine statique nécessite une capacité d'extraction plus élevée et une dépression plus faible, alors qu'avec les outils manuels, c'est l'inverse qui se produit en raison de la petite taille du raccord d'extraction et de la faible épaisseur du tuyau de raccordement.
Si l'extraction à la source n'est pas techniquement possible, le travail doit être effectué dans une cabine avec extraction via une paroi d'extraction dans laquelle est créé un flux d'air s'éloignant de l'opérateur.
Techniques
Le ponçage excentrique ou orbital est l'opération de ponçage la moins agressive. La formation de motifs et/ou de rayures résiduelles est supprimée, mais des marques de ponçage aléatoires sont créées. La combinaison d'un mouvement excentrique - un huit aléatoire - et de l'utilisation d'abrasifs à valeur P élevée - une mesure de la quantité de grains par cm2 - produit un effet de haute brillance.

Le ponçage linéaire et le ponçage rotatif sont utilisés pour le ponçage préparatoire et pour le meulage et l'ébarbage. Grâce à leur caractère répétitif, les grains abrasifs sont toujours actifs sur les mêmes zones. En raison du développement de chaleur, des motifs se forment (marques de ponçage). Le degré dépend du grain, de la pression appliquée et de la puissance de la machine.
Le ponçage planétaire nécessite des machines puissantes. La pression de la machine étant transmise par un système d'engrenages planétaires, le motif de ponçage ressemble à un polygone arrondi. Cette technique est particulièrement adaptée aux retouches et aux réparations de cavités. En effet, la méthode de transmission de l'énergie garantit que la quantité de matière broyée enlevée est limitée.
Nouveau défi
Maintenant que la technologie permet largement à l'industrie métallurgique de se passer de l'expertise d'un opérateur chevronné, les fabricants sont déjà confrontés à un nouveau défi: développer des équipements de ponçage capables de faire face à la finition de matériaux spéciaux, provenant par exemple d'imprimantes 3D.

Ces matériaux s'améliorent de plus en plus mais, en partie à cause des imprécisions du processus d'impression, l'objet sort parfois de l'imprimante dans un état assez brut, ce qui nécessite une finition. Voilà un 'nouveau' défi passionnant!
Avec la collaboration d'Abetech-Abrasifs, Cibo Schuurtechnieken, Klingspor, Tyrolit