L'influence du CO₂ dans l'argon sur la productivité du soudage MAG sur acier

Dans le soudage MAG des aciers au carbone, un mélange gazeux binaire actif d'argon et de CO₂ est utilisé comme auxiliaire pour protéger le matériau en fusion de l'action de l'air ambiant. L'azote et l'oxygène de l'air ambiant peuvent effet avoir un effet désastreux sur la qualité du cordon en créant des zones poreuses, une fragilisation ou en brûlant les éléments d'alliage.
La quantité de CO₂ a donc une influence sur la stabilité du processus de soudage et la qualité du cordon. La productivité du soudage MAG dépend du mode et de la vitesse de fusion du fil de soudure.
Composition du gaz
La composition est principalement déterminée par le matériau à souder et la position de soudage. Mais d'autres facteurs jouent également un rôle important. Le gaz de protection a une influence majeure sur le comportement de l'arc électrique, la méthode de transfert du matériau, la quantité d'éclaboussures, l'écoulement et la géométrie de la soudure, la vitesse de soudage, l'analyse chimique et les propriétés mécaniques du métal soudé. Un choix correct du gaz de protection, associé à un type approprié de consommable de soudage, détermine les résultats techniques et économiques que l'on peut attendre.

Du CO₂ dans le gaz de protection
Le dioxyde de carbone (CO₂) est ajouté à l'Argon pour obtenir une combinaison qui combine les avantages de l'Argon, un transfert de fines gouttelettes, et les avantages du CO₂, un bon brûlage et une bonne liquidité du bain de soudure. Le CO₂ a aussi un effet stabilisateur sur l'arc électrique. En fonction de la proportion de CO₂ dans l'argon, les mélanges de gaz peuvent être classés selon la norme EN ISO 14175:
- Groupe M20 - légèrement oxydant (5 < CO₂ ≤ 15)
- Groupe M21 - modérément oxydant (15 < CO₂ ≤ 25)
- Groupe C1 - fortement oxydant (100 CO₂)
Propriétés oxydantes
L'effet oxydant du CO₂ est dû au fait qu'une partie des molécules de CO₂ se décompose en oxygène (O) et en monoxyde de carbone (CO) dans l'atmosphère de l'arc. Les atomes d'oxygène libérés peuvent se dissoudre dans le métal de soudure liquide et brûler ensuite les éléments d'alliage. Lors du soudage des aciers au carbone, il s'agit principalement du manganèse (Mn) et du silicium (Si), des éléments qui sont spécialement ajoutés au fil de soudage pour neutraliser les effets néfastes de l'oxydation. Les oxydes formés finissent par se retrouver sur la surface de soudage sous forme d'îlots de scories localisés. Lorsque la teneur en Mn et Si est trop faible, l'oxygène avec le carbone (C) présent peut produire du monoxyde de carbone (CO) gazeux qui peut être piégé dans le métal de soudure en cours de solidification et créer ainsi des zones poreuses.
Le CO₂ a seulement la moitié du pouvoir oxydant de l'oxygène, ce qui présente un certain nombre d'avantages
L'IIW définit le degré d'oxydation d'un gaz mixte comme suit: degré d'oxydation = (0,5 x % CO₂) + % O₂.
Cela montre que le CO₂ a un pouvoir oxydant deux fois moins important que celui de l'oxygène, ce qui présente un certain nombre d'avantages.
Gaz Ar/CO₂ pour l'acier
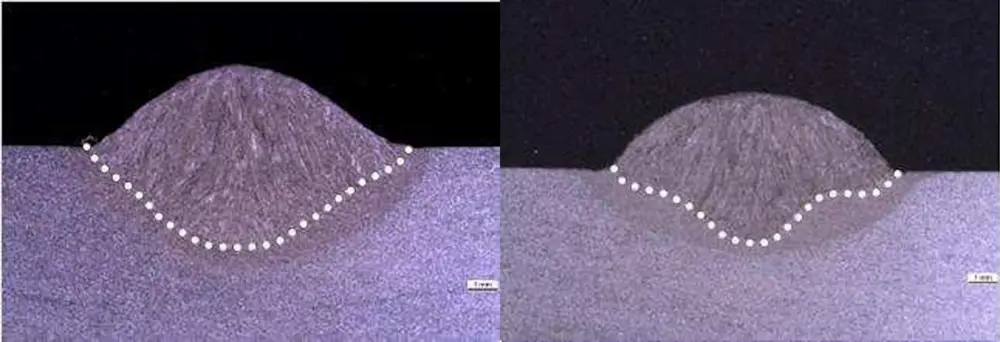
L'ajout de CO₂ dans l'argon a déjà un effet stabilisateur sur l'arc électrique à partir de 0,1%. Pour obtenir une bonne qualité de soudage, il faut au moins 5%. La quantité de CO₂ affecte la profondeur de pénétration et le profil de pénétration. Les pourcentages de CO₂ plus faibles ont tendance à laisser une déformation du cordon en doigt de gant, tandis que les pourcentages plus élevés ont un profil plus arrondi.
L'ajout de CO₂ a également un effet sur la flexibilité du processus de soudage et la tolérance sur la préparation de la soudure. Une teneur plus élevée en CO₂ entraîne une tension d'arc légèrement plus élevée et un arc électrique plus large, ce qui permet de surmonter les variations de la position ouverte (dues à un moins bon ajustement).
Les premiers mélanges gazeux Ar/CO₂ pour le soudage MAG de l'acier ont été développés dans les années 1950. L'Europe et les États-Unis ont suivi leur propre voie à cet égard. Sur la base de données empiriques, des coutumes locales et de l'émergence de nouvelles applications, on trouve aujourd'hui dans le monde entier des mélanges de gaz allant de 8 à 50% de CO₂ dans l'argon. Grâce au travail normatif effectué dans ces pays, ces mélanges ont également trouvé leur place dans certains codes de construction. Cependant, il faut noter qu'à partir de 20% de CO₂, l'arc électrique devient moins stable et que tant le nombre de projections de soudure que la formation de fumées de soudure augmentent de manière significative.
Pourquoi différents pourcentages de CO₂?
Le développement des sources de courant pour le soudage MAG a évolué de la technologie des diodes avec le transfert naturel des gouttelettes du fil, en passant par les thyristors, les transistors, les hacheurs et les onduleurs, jusqu'aux sources contrôlées par logiciel qui utilisent un transfert forcé des gouttelettes, comme le soudage pulsé. Lorsque la vitesse du fil et les niveaux de courant associés sont faibles, un fil est plus susceptible de fondre dans un arc court. À des vitesses de fil plus élevées, cela se fera par un arc de pulvérisation. La transition d'un mode à l'autre s'effectue via une zone globulaire dans laquelle les distributions de gouttelettes sont très irrégulières et instables. Le soudage pulsé est l'étape finale entre ces 2 zones actives.
La particularité des gaz mixtes Ar/CO₂ est qu'à partir de 20 % de CO₂ et jusqu'à 100% de CO₂, à des vitesses de fil élevées et des intensités de courant correspondantes, ils ne permettent plus d'obtenir un arc pulvérisé sur les sources de courant de soudage classiques et ne permettent finalement que la fusion du fil dans la zone globulaire instable avec de nombreuses projections à la clé.

En 1993, le professeur Ushio a publié un travail sur la transition des gouttelettes du soudage MAG à des intensités de courant élevées. Il a montré que la région globulaire instable présente 2 variantes différentes du transfert des gouttelettes et que la région de l'arc de pulvérisation présente jusqu'à 5 types différents.
Régime GLOBULAIRE
- transfert de gouttelettes: taille irrégulière, beaucoup de projections, aspect irrégulier de la soudure
- transfert repoussé: beaucoup de projections en raison du mode de transfert repoussé des gouttelettes.
Régime de pulvérisation axiale
- transfert projeté: gouttes avec la taille normale
- transfert de flux: arc de pulvérisation très stable
- pulvérisation repoussée: la gouttelette est repoussée hors de l'arc par des forces électromagnétiques; beaucoup de projections.
- projection oscillante: à des courants élevés et selon la composition du gaz, l'arc danse dans la direction de la soudure; perte de la profondeur de pénétration.
- Spray rotatif: à des courants et des tensions très élevés (arc long), l'arc électrique commence à tourner ; pénétration et projections accrues.
Grâce aux caméras à haute vitesse (avec 6.000 à 8.000 images par seconde) et aux techniques stroboscopiques, nous avons une meilleure lecture de ces phénomènes. Il est apparu clairement que, pour les applications pratiques de soudage, c'est surtout le mode d'arc à court-circuit et la pulvérisation axiale (transfert projeté et transfert en continu) qui présentent un intérêt.
Le transfert de gouttelettes et le pourcentage de CO₂
Lorsque des mélanges de gaz Ar/CO₂ avec différents pourcentages de CO₂ sont testés sur une large plage de débit, un certain nombre d'observations peuvent être faites. Dans ce cas, l'arc pulvérisé est invariablement envisagé car il s'agit du mode le plus productif pour le soudage MAG sur acier.

Une première observation est que les mélanges faiblement oxydants, type M20 avec 8 à 15% de CO₂, peuvent tous facilement conduire à une pulvérisation axiale pour des courants inférieurs à 300 A. Dans le cas de 8% de CO₂, l'arc de pulvérisation est atteint à seulement 250 A, ce qui permet un soudage productif avec des sources de courant standard et des pistolets refroidis au gaz. La zone globulaire à cette composition est très limitée (entre 230 et 250 A).
Lorsqu'un niveau de 15% de CO₂ est atteint, l'arc commence soudainement et sur une large plage de courant à se comporter de manière complètement différente, créant une région globulaire très large entre le soudage à l'arc en court-circuit et la région de l'arc pulvérisé.
Au-delà de 15% de CO₂, on parle de mélanges fortement oxydants, de type M21, où l'arc de pulvérisation n'est atteint qu'à partir de 400 A, ce qui nécessite l'utilisation de pinces à souder refroidies à l'eau et de sources de courant à haut rapport cyclique à 400 A.
Le gaz de protection est un élément clé du processus MAG, mais sa composition est rarement remise en question
A 18% de CO₂, l'arc de pulvérisation axial est limité à la plage de 400 - 440 A. À des courants plus élevés, l'arc commence à tourner.
Dès que 20% de CO₂ est utilisé, un arc de pulvérisation axial n'existe plus. Avec l'augmentation des courants, l'arc passe d'un jet globulaire à un jet oscillant, ce qui accroît considérablement le comportement d'éclaboussure et rend la profondeur de pénétration difficile à contrôler.
Gaz binaires pour l'acier
Si l'on tient compte du comportement de l'arc électrique et de la manière dont les gouttelettes se détachent du fil de soudage avec la technologie moderne des sources d'énergie, les gaz mixtes binaires Ar/CO₂ pour le soudage MAG des aciers peuvent être subdivisés comme suit:
- Gaz de mélange avec un transfert vers l'arc de pulvérisation inférieur à 300 A: ces mélanges gazeux contiennent moins de 15% de CO₂ et sont également adaptés au soudage pulsé. Le gaz le plus utilisé de ce type contient 8% de CO₂. Cette composition permet d'obtenir le plus faible degré d'oxydation, un arc électrique très stable, des projections extrêmement faibles et la possibilité d'utiliser n'importe quelle source de courant et des pistolets refroidis au gaz.
- Gaz de mélange avec une teneur en CO₂ comprise entre 15 et 18%: ces gaz sont universellement applicables et conviennent aussi bien aux fils pleins qu'aux fils fourrés. Le gaz avec 18% de CO₂ est le plus performant dans cette classe. Cette composition permet d'obtenir un bel arc de pulvérisation axial sur toute source de courant de 400 A à un taux d'utilisation de 100%. Le gaz convient également au soudage pulsé et est très tolérant aux variations de la position ouverte (mauvais ajustement) et aux surfaces contaminées.
- Gaz mixtes avec des teneurs en CO₂ supérieures à 18%: ces gaz mixtes présentent un fort comportement de projection et conduisent à une forte oxydation de la soudure. Jusqu'à 20% de CO₂, ces gaz sont encore couramment utilisés. Cependant, si l'on considère le coût total du soudage, y compris l'élimination des projections, ce n'est pas toujours le meilleur choix.

Conclusion
Les fabricants de sources de courant de soudage n'ont pas chômé au cours des deux dernières années. Les innovations se succèdent rapidement. Les fabricants de fils de soudure continuent également à modifier la composition et la technologie de fabrication (comme l'enrobage du fil). Tout le monde se concentre sur la facilité d'utilisation et la productivité. Avec tous ces changements, on accorde trop peu d'attention à un choix adapté du gaz. Or, le gaz de protection est un acteur clé du processus MAG, alors que sa composition est rarement remise en question. Pour le soudage MAG de l'acier avec un gaz binaire, vous pouvez obtenir le rendement le plus économique avec 8% de CO₂ et 18% de CO₂ dans l'argon. Il vaut la peine d'optimiser la composition Ar/CO₂. Dans de nombreux cas, ces changements sont même possibles dans le cadre des procédures de soudage qualifiées existantes.
SOURCES
Effects of shielding gas composition on metal transfer phenomena in high current GMA welding; M.Ushio, K.Ikeuchi, M.Tanaka, T.Seto; JWRI, Vol.22 (1993), Vol.1
CO₂ content in argon for MAG welding – quality and productivity windows; J. Grundmann, F. Januard; 2012; Air Liquide CTAS
