COMMENT ÉVITER UN TAUX D'ERREUR ÉLEVÉ lors du SOUDAGE?
Controlez le chanfreinage!
Parfois, lors du calcul a posteriori d'un projet, on est ébahi par le taux d'erreur ou par le nombre d'heures de soudage prestées, qui est beaucoup plus élevé que prévu. Une mauvaise préparation des bords à souder peut en être la cause: angle d'ouverture trop important, mauvais alignement ... Cependant, la norme EN ISO 9692-1 (acier) contient des recommandations claires sur la forme du joint à utiliser en fonction du procédé de soudage et de l'épaisseur de la tôle. Le problème est qu'on sous-estime l'importance d'une bonne préparation des bords à souder.
preparation des bords a souder
Appliquer les chanfreins
Le dégraissage est une étape essentielle avant le soudage. Si l'état de la surface l'exige, il faut aussi effectuer un léger sablage ou meulage. Mais le nettoyage du bord à souder peut aussi être effectué après la préparation (et ne pas être inclus dedans). La préparation des bords désigne le chanfreinage d'un ou de plusieurs bords de plaque.
Types de chanfreins
Il existe de nombreux types de chanfreins. Les plus courants sont les chanfreins en X, Y, V et K. La forme de la préparation des bords à souder est différente en fonction du type de chanfrein. Par exemple, un chanfrein en V se compose de deux plaques qui doivent être placées à une certaine distance l'une de l'autre (parfois à l'aide d'un gabarit. Dans le cas d'un chanfrein en V, les deux plaques doivent être chanfreinées. En revanche, le chanfrein en X présente deux côtés inclinés et un ‘nez’ ou bord vertical pour soutenir le bain de soudure. L'intersection peut être au milieu, mais aussi au-dessus ou en dessous de la plaque. On parle alors de chanfrein en X asymétrique. En gros, un chanfrein en X aura environ la moitié du rembourrage d'un chanfrein en V car la surface aussi est moitié moins importante. Le rétrécissement et la déformation seront aussi plus faibles. Même raisonnement pour le chanfrein en K. Ici, on ne prépare qu'une seule plaque (mais deux bords de cette plaque).

Choix de conception
La forme de la préparation des bords à souder change donc en fonction du type de joint. Le type de joint est avant tout un choix de conception, principalement basé sur l'application et le type de charge auquel la pièce soudée sera soumise. Dans le cas de la construction industrielle, elle sera essentiellement statique, ce qui signifie qu'on rencontre surtout des soudures d'angle. En revanche, les grues sont soumises à une charge dynamique, impliquant plutôt une soudure bout à bout. Outre la nature de la charge, d'autres facteurs jouent un rôle: le type de matériau, l'épaisseur des tôles, la déformation, l'accessibilité (position de soudage), le type de procédé de soudage ...

avantages
Pas toujours nécessaire
La préparation des bords à souder est courante avec les plaques épaisses afin d'obtenir une bonne adhérence lors du soudage. Dès que la puissance de soudage est insuffisante pour obtenir une bonne soudure, il faut effectuer une préparation des bords. C'est souvent le cas, par exemple, dans le domaine de l'offshore et de la construction de réservoirs. Mais la préparation des bords à souder n'est pas toujours nécessaire. Avec des plaques de faible épaisseur et des soudures bout à bout – de l'ordre de 2 à 3 mm – ont peut s'en passer. On obtient alors un joint en I fermé. Il va sans dire que les plaques doivent alors être parfaitement droites et perpendiculaires. Les soudures d'angle ne nécessitent pas de bords, même pour les grandes épaisseurs.
Description dans la WPS
Souvent, on déterminera dès la phase de dessin s'il faut une préparation des bords à souder et, si oui, en quoi elle doit consister. Cette responsabilité incombe au coordinateur de soudage car la préparation de la soudure dépend du processus. Les informations sur la préparation des bords à souder se trouvent de manière très explicite dans la description de la méthode de soudure ou dans la Welding Procedure Specification. Le soudeur n'a donc pas toujours le choix en la matière.
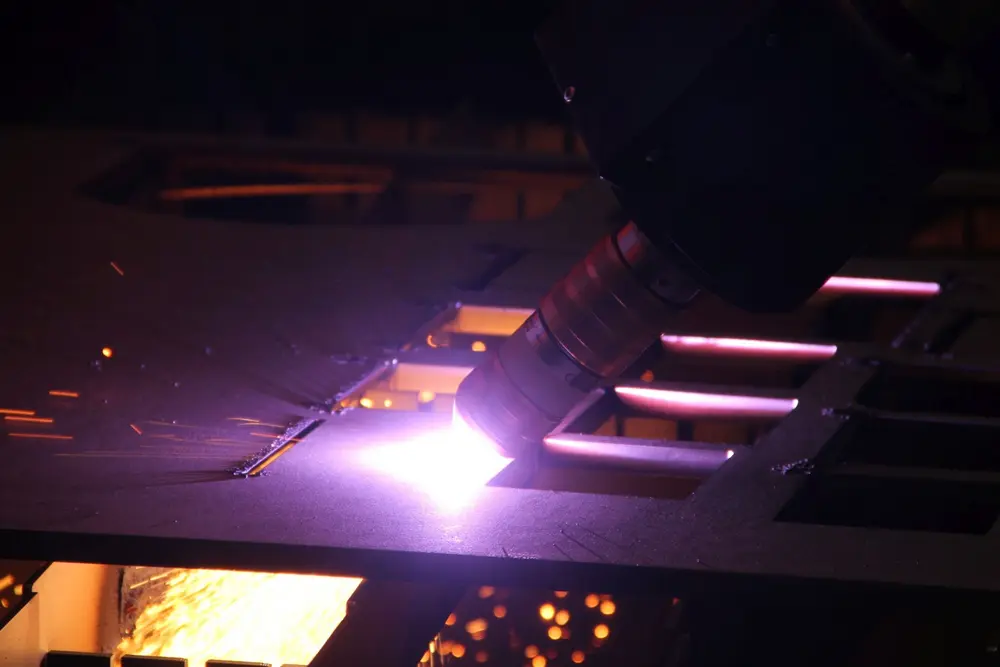
pour une bonne preparation des bords a souder Lors du decoupage plasma
Il est très important que le rotateur (la tête de coupe qui peut couper le bord) soit correctement aligné. C'est une chose que l'opérateur peut contrôler. Il est très important que le rotateur (la tête de coupe qui peut couper le bord) soit correctement aligné. C'est une chose que l'opérateur peut contrôler.
La hauteur est également très importante. Si la hauteur n'est pas correcte, la taille du produit peut varier (pour un joint en V) et la taille ou la position du nez peut varier (joints en Y, K et X).
Utilisez des plaques propres sans saleté ni débris sur le dessus.
Utilisez le courant de coupure approprié pour l'épaisseur de plaque en question. Plusieurs courants de coupe sont possibles pour une certaine épaisseur de tôle. Les fabricants de sources plasma indiquent quel courant de coupe est le plus approprié. Vérifiez la rugosité et la perpendicularité pour faire le bon choix.
Utilisez un lit de coupe propre ou des lamelles de coupe propres afin que la plaque puisse être coupée le plus droit possible.
Le coût supplémentaire ne fait pas le poids face aux avantages
Mais si le soudeur ou l'entreprise a le choix, pourquoi le faire? Et pourquoi s'employer à le faire correctement? En fait, quels sont les avantages de la préparation des bords à souder? Pour réaliser une soudure dans une tôle ou un tuyau (plus épais), on est souvent obligé de préparer les bords. Un soudure à cœur est souvent nécessaire pour la solidité, la résistance à la corrosion (p.ex. pour éviter la corrosion par fissures), la résistance à la fatigue, etc. Une construction soudée plus solide peut donc être la principale raison d'effectuer une préparation des bords à souder. En optant pour un joint en V, vous pourrez appliquer la soudure plus profondément. Une bonne préparation du joint, avec un angle d'ouverture correct, évite les erreurs de pénétration et de collage. En effet, un bord de soudure offre une plus grande surface de soudure, ce qui permet au bain de soudure de se former correctement et au matériau d'apport d'adhérer à plus d'endroits.
Le coût supplémentaire ne fait pas le poids face à l'amélioration de la qualité
Et si vous avez des doutes à ce sujet, sachez que le coût supplémentaire ne fait pas le poids face à l'amélioration de la qualité. De plus, en appliquant des bords, vous aurez besoin de moins de matériau d'apport si vous vous efforcez d'obtenir une préparation optimale des bords à souder. Il faut naviguer entre un angle le plus petit possible pour minimiser la consommation de matériau de soudage et un angle suffisamment grand pour éviter le risque d'erreurs de collage.
Techniques d'exécution
Une fois qu'il a été décidé que l'application nécessite une préparation des bords à souder, et une fois la géométrie déterminée, il est important d'exécuter correctement ce qui est demandé. Cela peut sembler évident, mais ce n'est pas toujours le cas dans la pratique. C'est dû en partie aux tolérances généreuses de certaines machines (bien que ce laxisme indique une sous-estimation flagrante de l'importance d'une bonne préparation des bords). Un angle de préouverture trop faible – une erreur courante – augmente le risque d'erreurs de soudage à cœur et de raccordement. Dans le pire des cas, cela peut entraîner une défaillance structurelle.
Les conséquences sont donc lourdes. C'est pourquoi certaines normes d'application comme la norme EN ISO9013 donnent à l'utilisateur d'une machine de découpe des lignes directrices pour évaluer la qualité de découpe pour l'application prévue. Cette norme utilise des paramètres objectifs tels que la perpendicularité et la rugosité. En découpant différentes pièces (épaisseurs, motifs de trous, chanfreins), il est possible de cartographier la capacité de coupe réelle de la machine. Ainsi, le coordinateur de soudage et le bureau de conception connaissent les limites de la machine et savent s'il faut ou non en choisir une autre. Néanmoins, grâce aux nouvelles technologies, on observe une tendance aux angles plus petits.
Dans la pratique, les erreurs de raccord sont souvent le fait du soudeur qui, en raison d'une mauvaise accessibilité, ne peut pas positionner correctement son pistolet de soudage. Enfin, il faut aussi examiner les techniques d'exécution proprement dites. De nombreuses technologies de coupe et d'usinage se présentent comme le candidat approprié. Chacune possède des avantages et des inconvénients spécifiques. Nous allons les énumérer dans le tableau ci-dessous.
Merci à: B.I.L., dwk-welding, Weldone en Wouters Cutting & Welding
