Déplacement de l'ouverture de la pointe de la fissure (CTOD)
Comment un matériau ou un joint soudé résiste à la propagation d'une fissure de fatigue
Le 27 mars 1980, la plateforme de forage Alexander Kielland a chaviré en mer du Nord. Au cours d'une forte tempête, la plateforme a basculé. Sur les 212 personnes à bord, seules 89 ont survécu à la catastrophe. Les rapports d'enquête officiels ont conclu qu'une fissure dans l'un des joints soudés était à l'origine de l'une des pires catastrophes offshore de l'histoire de la Norvège. Pour les structures soudées soumises à la fatigue, les normes actuelles exigent la réalisation d'essais CTOD pour garantir l'intégrité structurelle d'une structure. Ces essais s'ajoutent aux essais destructifs standard tels que les essais de traction, les essais de flexion, la métallographie et les essais d'impact. L'essai CTOD simule (de manière conservatrice) la façon dont un matériau ou un joint soudé résiste à la propagation d'une fissure de fatigue.
ABRÉVIATIONS ET DÉFINITIONS
De nombreuses abréviations sont utilisées pour décrire l'essai CTOD. La liste ci-dessous clarifie ces termes.
- SENB (Single Edge Notch Bend) - Éprouvette typiquement utilisée pour les essais mécaniques de rupture, où l'éprouvette est chargée en flexion trois points.
- CTOD (Crack Tip Opening Displacement) - Essai mécanique de rupture caractérisant la ténacité d'un matériau, exprimé par une valeur δ avec le millimètre comme unité.
- Clip gauge - Instrument de mesure utilisé pour mesurer le déplacement de l'ouverture de la pointe de la fissure.
- Pop-in - Brève croissance instable d'une fissure après laquelle l'échantillon se rétablit. Cela peut être observé sur le diagramme force/déplacement comme une perte de force accompagnée d'une augmentation soudaine du déplacement.
Qu'est-ce que le CTOD?
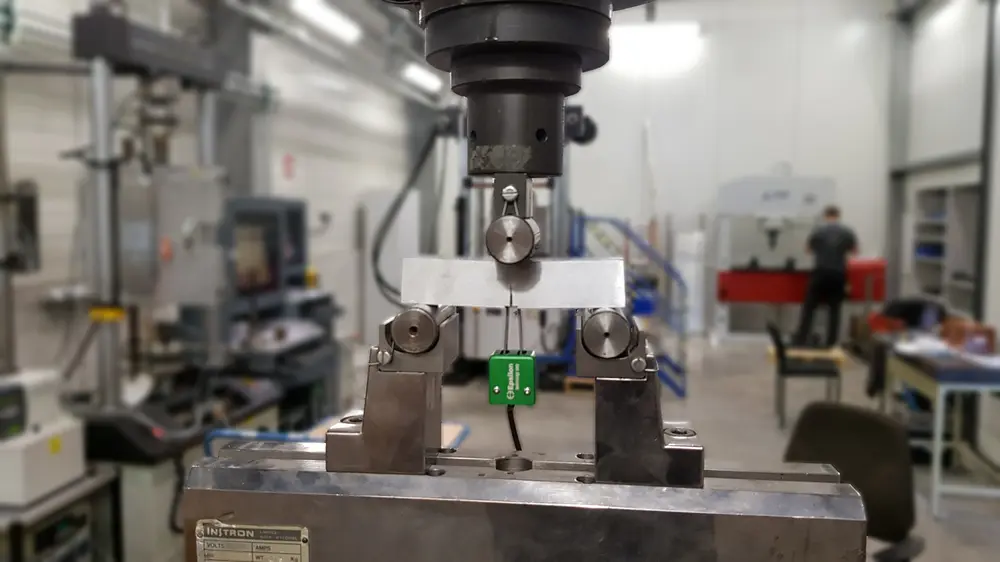
L'essai CTOD est un essai de ténacité à la rupture dans lequel une éprouvette SENB, dans laquelle se trouve une véritable fissure de fatigue, est soumise à une flexion trois points. Si le matériau étudié se comporte de manière élastique-plastique avant qu'une fracture finale et catastrophique ne se produise, la propriété mécanique de rupture du matériau peut être définie comme une valeur CTOD ou δ. Une valeur δ est exprimée en millimètres et est représentative de la déformation qui se produit au niveau de la pointe de la fissure.
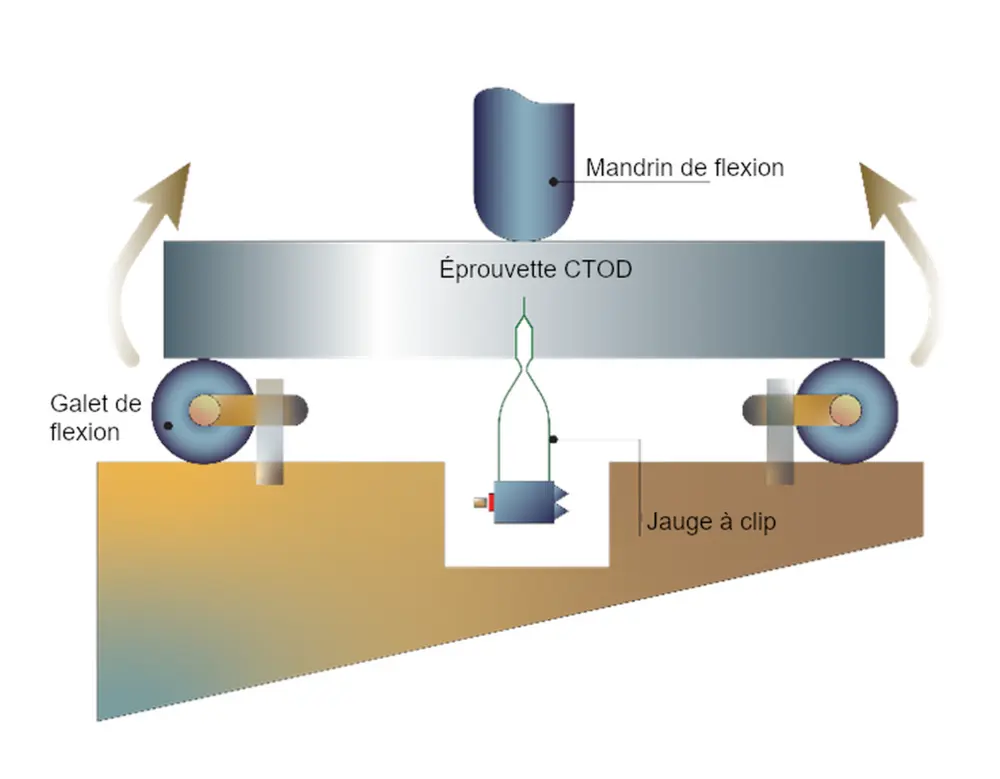
Ce test donne une idée de la résistance d'un matériau à une nouvelle fissuration en présence d'une entaille avec un début de fissure de fatigue. Dans cet essai, la pointe de la fissure peut s'étirer et la fissure peut s'ouvrir, d'où le nom de déplacement d'ouverture de la pointe de la fissure. La configuration de base de cet essai est illustrée à la figure 1.
Toutefois, si le matériau ne se comporte que de manière élastique et donc fragile (pas de déformation plastique ou une déformation plastique très limitée), la propriété mécanique de rupture du matériau sera définie au moyen d'un facteur d'intensité de contrainte (K). Toutefois, dans cet article, nous n'aborderons pas en détail les essais sur les matériaux fragiles.
La caractérisation de la résistance à la fracture d'un matériau (valeur δ ou valeur K) permet d'effectuer une analyse de l'aptitude à l'emploi, au cours de laquelle une taille critique de défaut peut être déterminée. Grâce à ces informations, il est possible de déterminer, avant la fabrication, une technique CND appropriée dont la sensibilité de détection est choisie de manière à permettre la détection de fissures inférieures à cette taille critique de défaut.
Si une fissure est détectée dans une structure existante, une évaluation critique de l'ingénierie peut être réalisée. Celle-ci détermine si la structure existante peut encore être utilisée en toute sécurité dans des conditions normales d'utilisation et de chargement. Si ce n'est pas le cas, la fissure présente devra être réparée pour éviter une défaillance catastrophique.
Pour déterminer l'intégrité d'une structure, on procédera de manière conservatrice et on déterminera donc les propriétés mécaniques de fracture d'un matériau pour le scénario le plus défavorable. Dans ce cas, le choix des dimensions de l'éprouvette, de l'orientation et de l'emplacement de la fissure de fatigue et de la température d'essai est important.
Comparé à l'essai relativement simple et peu coûteux de l'entaille, l'essai CTOD implique une période d'essai plus longue, qui peut être divisée en quelques processus successifs (voir ci-dessous).
1. Usinage mécanique et entaillage
Contrairement aux éprouvettes entaillées de 10 x 10 mm (Charpy-V) dont l'entaille est émoussée et fabriquée à la machine, l'épaisseur (dimension B) d'une éprouvette CTOD est égale à l'épaisseur totale du matériau soumis à l'essai. Toutes les autres dimensions de l'éprouvette CTOD sont proportionnelles. C'est-à-dire que la longueur, la largeur et la hauteur de chaque éprouvette sont liées entre elles. Indépendamment de l'épaisseur du matériau, chaque éprouvette a donc des dimensions uniformes.
Il existe deux formes de base: une éprouvette à section carrée (BxB) et une éprouvette à section rectangulaire (BxW ou Bx2B), comme illustré à la figure 2. La variante rectangulaire (Bx2B) est de préférence utilisée ou recommandée. Par exemple, selon la norme EN 10225 (Aciers de construction soudables pour structures extérieures fixes - Conditions techniques de livraison), il est obligatoire d'utiliser une éprouvette de type Bx2B pour les matériaux d'une épaisseur inférieure à 75 mm.
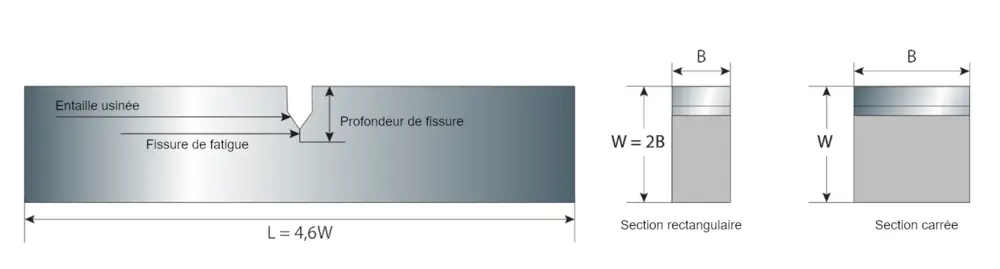
Supposons que la largeur de l'éprouvette soit définie comme "B", alors la hauteur "W" de l'éprouvette est égale à 2B avec une longueur standard "L" de 4,6 ∙ W. Une entaille est usinée mécaniquement au centre de l'éprouvette. L'extrémité de cette entaille est souvent en forme de V pour favoriser l'apparition d'une fissure de fatigue.
2. Fatigue
L'éprouvette usinée mécaniquement est ensuite montée sur la configuration de flexion à trois points de la machine d'essai hydraulique, après quoi l'éprouvette est soumise à une charge cyclique. De cette manière, l'entaille usinée mécaniquement sera prolongée par une fissure de fatigue réaliste telle qu'elle peut être présente dans la réalité, dans une structure. Ce processus de fatigue se termine lorsque la fissure de fatigue a atteint une longueur de fissure initiale, a0, telle que le rapport de a0 sur W est supérieur à 0,45 et inférieur à 0,70.
Le facteur d'intensité de contrainte (K) ou la force de fatigue (F) imposé sont importants au cours du processus de fatigue. En fonction de la profondeur de la fissure, ces facteurs ne peuvent pas dépasser une certaine valeur maximale. Si c'est quand même le cas, une grande zone plastique se formera autour de la pointe de la fissure, ce qui entraînera une valeur δ non valide.
3. Essais
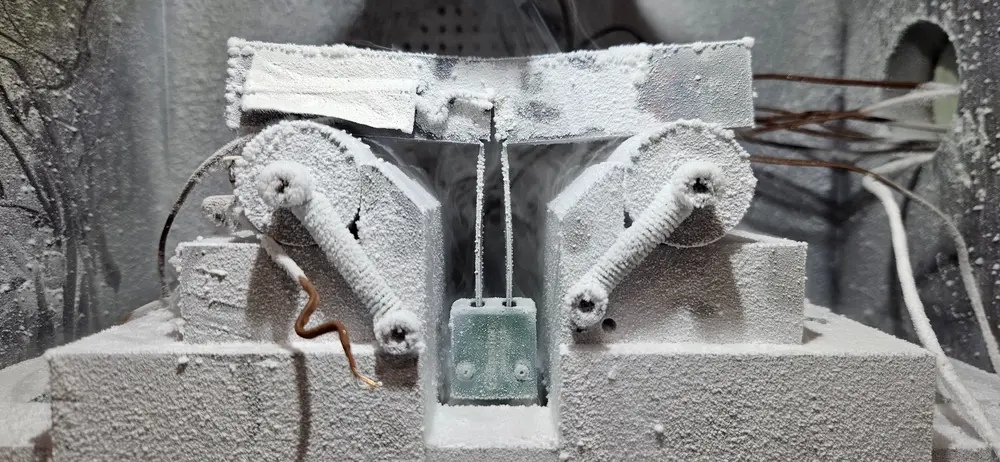
Après le processus de fatigue, l'échantillon sera testé dans une configuration de flexion à trois points, où la vitesse d'essai correspond aux conditions de charge telles qu'elles peuvent se produire dans la réalité.
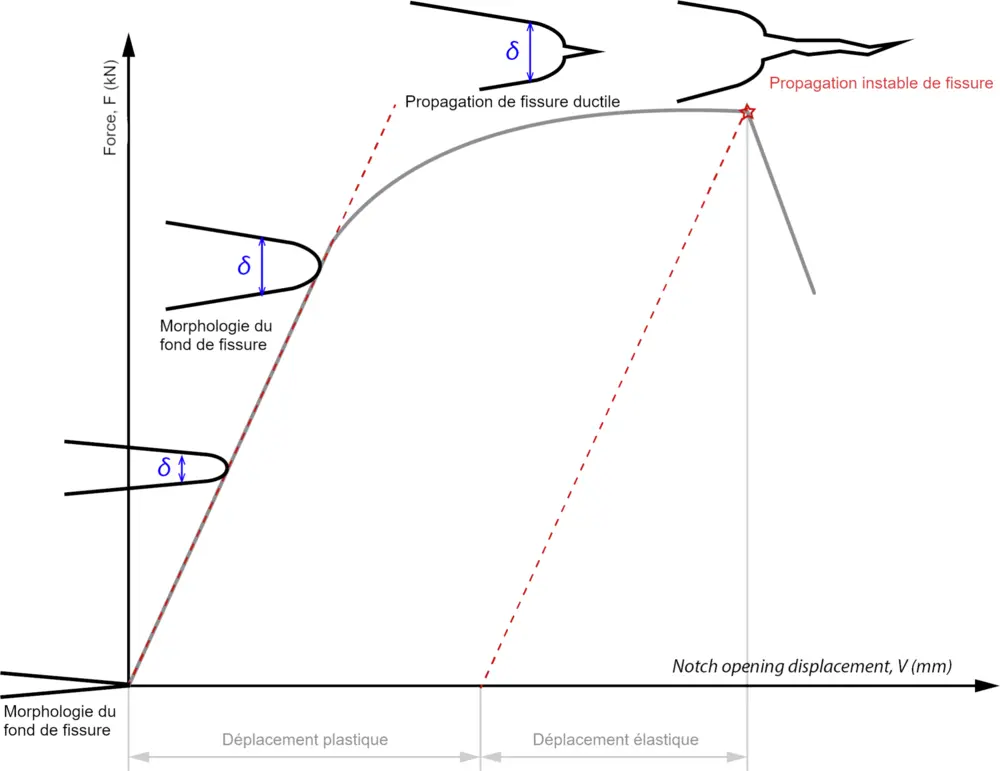
Lorsque le déplacement augmente, la charge ou la force imposée (F) augmente également. La clip gauge montée sur l'éprouvette mesurera le déplacement de l'ouverture de l'entaille (V) au cours de ce déplacement imposé. On parle également d'ouverture de l'entaille usinée mécaniquement ou de la bouche de la fissure. La force (F) et le déplacement d'ouverture de l'entaille (V) sont automatiquement enregistrés pendant l'essai et peuvent être affichés dans un diagramme force/déplacement (voir, par exemple, la figure 4).
Au cours de l'essai, l'éperouvette se déforme d'abord de manière élastique, puis de manière plastique, suivie d'une propagation stable et éventuellement instable de la fissure, ce qui conduit à la défaillance de l'échantillon. La pointe de la fissure de fatigue initiale s'arrondit (émoussement de la pointe de la fissure) et se déforme. Plus l'arrondi de la pointe de la fissure est important (et donc plus la déformation est grande), plus la valeur δ obtenue est élevée. En général, une valeur δ minimale de 0,15 mm est requise pour le matériau de base.
Trois modes de défaillance différents
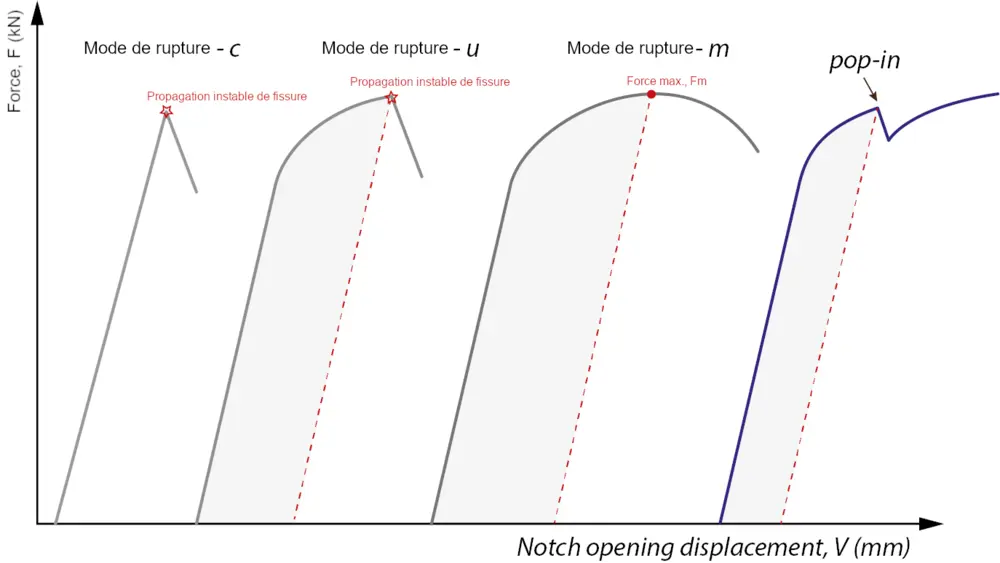
La défaillance d'une éprouvette CTOD peut être divisée en trois modes de défaillance différents (voir figure 5):
- Mode de défaillance - c: L'éprouvette se rompt de manière fragile, avec peu ou pas de déformation plastique (fracture fragile). En général, on trouve ici des valeurs δ très faibles, de l'ordre de 0,02 mm par exemple. Il est recommandé dans ce cas de déterminer la propriété mécanique de rupture comme unevaleur Klc(= taux de fracture, exprimée en MPa√m).
- Mode de défaillance - u: Courbe où la déformation plastique se produit mais où une propagation instable des fissures se produit avant qu'un maximum n'ait été atteint.
- Mode de défaillance - m: la courbe présente un comportement plastique complet, où une force (Fm) peut être trouvée, après quoi la charge diminue avec l'augmentation du déplacement de l'ouverture de l'entaille. C'est dans ce mode de défaillance que l'on trouve les valeurs δ les plus élevées.
Il est également possible qu'un pop-in se produise pendant les essais. Il s'agit d'une fissure courte et instable, après laquelle l'éprouvette se rétablit. Si un pop-in est jugé significatif, les valeurs δ seront calculées sur la base de la déformation plastique et de l'expansion stable de la fissure qui s'est produite juste avant le début du pop-in.
Température d'essai
La température d'essai est un paramètre important pour déterminer les propriétés mécaniques derupture d'un matériau. En général, l'essai est effectué à la température minimale de conception. Pour une structure offshore placée en mer du Nord, par exemple, cette température peut être de -20 °C ou de -10 °C. Les aciers de qualité supérieure utilisés pour des applications cryogéniques sont testés à une température de, par exemple, -165 °C ou -196 °C. En règle générale, à la température minimale de fonctionnement, une valeur CTOD comprise entre 0,15 et 0,30 mm est nécessaire pour démontrer une ténacité suffisante.
Nombre d'éprouvettes
Par défaut, les éprouvettes de l'essai CTOD, comme pour les essais d'entaille, sont réalisées par séries de trois afin de garantir une certaine cohérence des résultats. Lorsqu'un projet doit être conforme, par exemple, à la norme DNVGL-OS-C401, la valeur caractéristique δ est déterminée en fonction du nombre d'essais valides qui ont été réalisés. Lorsque seuls trois essais valides ont été réalisés, les valeurs caractéristiques δ seront déterminées comme étant le résultat le plus bas obtenu. Toutefois, lorsque 11 essais ou plus ont été choisis pour être réalisés, les valeurs caractéristiques δ sont déterminées par le troisième résultat le plus faible obtenu.
4. Mesure de la profondeur effective de la fissure
Avant de pouvoir calculer la valeur δ d'un échantillon, il est nécessaire de mesurer les surfaces de fracture et de déterminer la profondeur de la fissure de fatigue initiale, a0, en neuf endroits. La validité de l'essai CTOD dépend de plusieurs conditions, telles que définies dans la norme ISO 12135.
Si un échantillon ne présente qu'une profondeur de fatigue limitée ou si un front de fatigue irrégulier est observé, il se peut qu'une ou plusieurs conditions ne soient pas remplies. Dans ce cas, l'essai CTOD effectué et les valeurs δ calculées correspondantes ne sont pas conformes à la méthode d'essai décrite et il est recommandé de répéter l'essai CTOD.
5. Détermination de la valeur CTOD
La valeur δ d'un matériau pour une éprouvette SENB dépend de la force (F) et de l'importance du déplacement de l'ouverture de l'entaille plastique mesuré pendant l'essai CTOD. Plus la force est élevée (et plus la déformation plastique est importante), plus le matériau offre une résistance à la présence d'une fissure de fatigue et donc meilleures sont les propriétés mécaniques de fracture du matériau.
Toutefois, la valeur δ n'est pas une propriété qui peut être mesurée directement, mais elle est calculée à l'aide d'une formule complexe. Les autres paramètres nécessaires à un calcul correct sont la longueur initiale de la fissure (a0), les propriétés mécaniques du matériau testé (coefficient Poisson, résistance à la traction et limite d'élasticité), les dimensions mesurées (B et W) de l'échantillon SENB et la distance (S) entre les deux rouleaux extérieurs de la configuration de flexion à trois points. Une fois toutes ces données déterminées, la valeur δ d'un matériau peut être correctement déterminée et rapportée.
Comparé aux essais d'entaille ou à d'autres essais mécaniques, un essai CTOD implique une procédure d'essai plus étendue et plus complexe, ce qui le rend également beaucoup plus coûteux. Pour la qualification d'un matériau de base, dans la pratique, les exigences de l'essai mécanique standard seront d'abord satisfaites. Si toutes ces exigences sont satisfaites, la résistance du matériau à la présence d'une fissure est testée par un essai mécanique de rupture.
6. Propriétés mécaniques de fracture d'un joint soudé
Si un contrôle non destructif d'une structure soudée révèle des fissures ou d'autres imperfections de soudage, il sera nécessaire de déterminer si ces indications doivent ou non être réparées pour assurer l'intégrité et la sécurité de la structure. Il convient alors que cette évaluation, par exemple en utilisant une méthode décrite dans la norme BS 7910, soit effectuée de manière prudente.
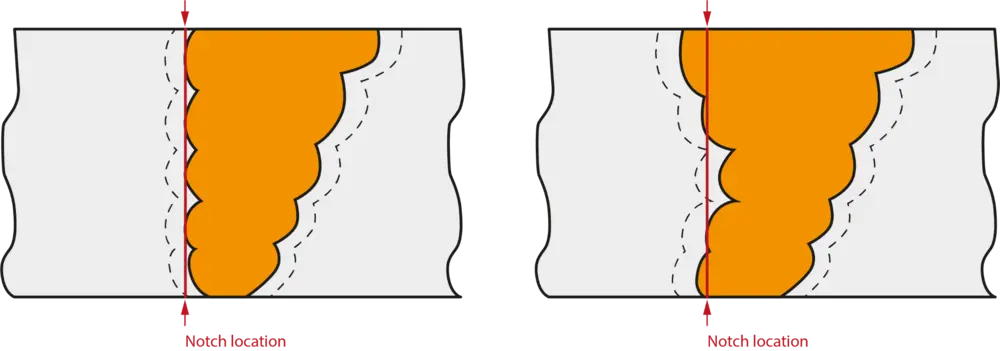
Le positionnement et l'orientation corrects de la fissure de fatigue sont donc importants pour que la valeur δ la plus basse du joint soudé puisse être déterminée après l'exécution de l'essai CTOD. Cette limite inférieure de la propriété mécanique de fracture sera souvent trouvée par une entaille dans l'épaisseur du matériau, positionnée dans la zone affectée thermiquement par le grain grossier (CG-HAZ).
Pour maximiser l'essai de cette zone, les normes de production telles que DNVGL-OS-C401 exigent que le joint soudé à tester soit réalisé avec un joint en demi-V ou en K. Pour chaque pièce d'essai usinée mécaniquement, la surface sera polie et gravée, après quoi la position de l'entaille sera déterminée là où la microstructure spécifique est la plus présente (voir figure 7).
Après avoir entaillé, testé et mesuré la profondeur de la fissure, les surfaces de rupture de l'essai CTOD seront échantillonnées au niveau de la pointe de l'entaille. Ensuite, un microscope optique est utilisé pour déterminer le pourcentage de la microstructure spécifique souhaitée effectivement testée. Cette inspection est effectuée pour évaluer la validité des résultats de l'essai.
Normes pertinentes
- EN ISO 12135 - Méthode d'essai pour la détermination de la ténacité à la fracture quasi-statique d'un matériau de base.
- BS 7448-1 - Fracture Mechanics Toughness Tests - Part 1: Method for Determination of KIc, Critical CTOD and Critical J Values of Metallic Materials.
- ASTM E1820 - Méthode d'essai standard pour la mesure de la ténacité à la rupture.
- EN ISO 15653 - Méthode d'essai pour la détermination de la ténacité à la rupture quasi-statique d'un matériau de soudage.
- BS 7910 - Guide to methods for assessing the acceptability of flaws in metallic structures .
- EN 10225-1 - Weldable structural steels for fixed offshore structures. Technical delivery conditions.
- DNVGL-OS-C401 - Fabrication and testing of offshore structures.
- Lloyd's Register - Rules for the Manufacture, Testing and Certification of Materials - juillet 2020.
- API Recommended practice 2Z - Recommended practice for preproduction qualification for steel plates for offshore structures.
- NORSOK STANDARD M-101 - Structural steel fabrication.
