La torche: le prolongement du soudeur
attention accrue pour le confort de soudage lors de la conception
Les torches de soudage ont subi toutes sortes d'innovations techniques au fil des ans, notamment en ce qui concerne l'alimentation en fil, la protection contre les gaz, les câbles et les performances. Aujourd'hui encore, les fabricants continuent à développer des améliorations techniques et de conception. Ce qui est frappant à cet égard, c'est l'attention croissante accordée au bien-être du soudeur. Et à juste titre car le soudage est physiquement exigeant et peut entraîner des douleurs au dos, aux poignets et aux épaules. C'est donc une bonne chose qu'entre la fonctionnalité, les performances, la facilité d'entretien et le prix de revient, une place ait été accordée au 'confort de soudage'.
Construction
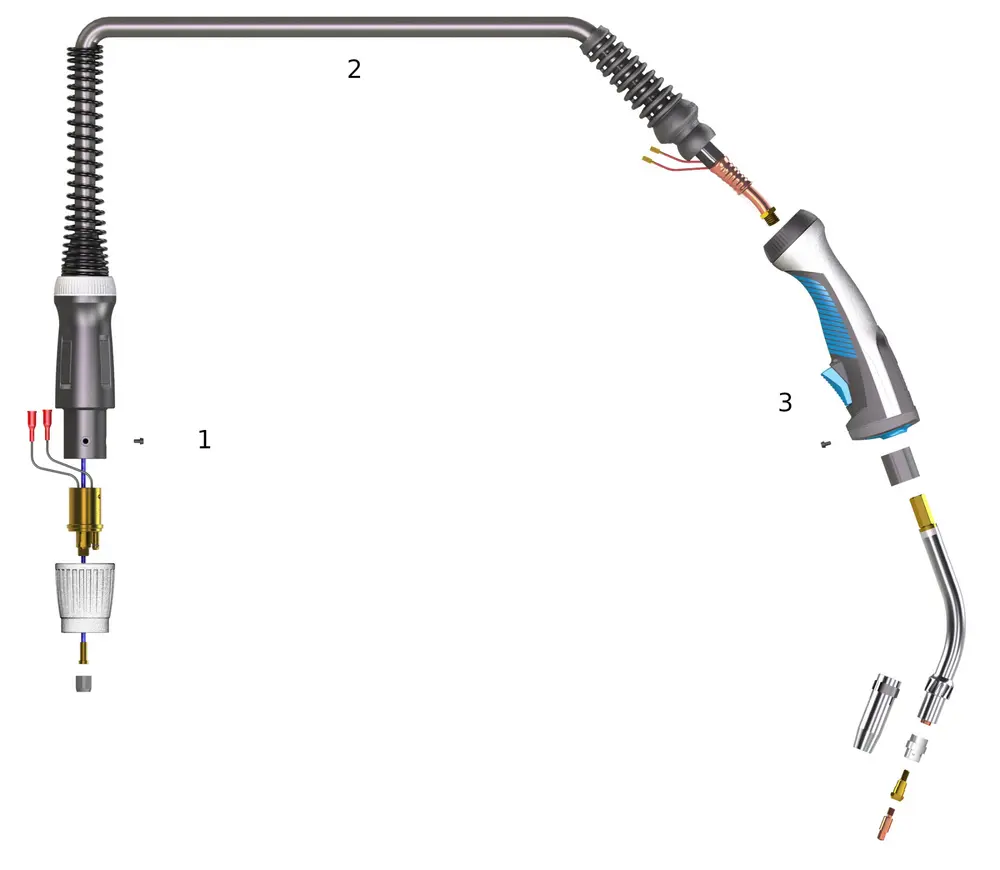
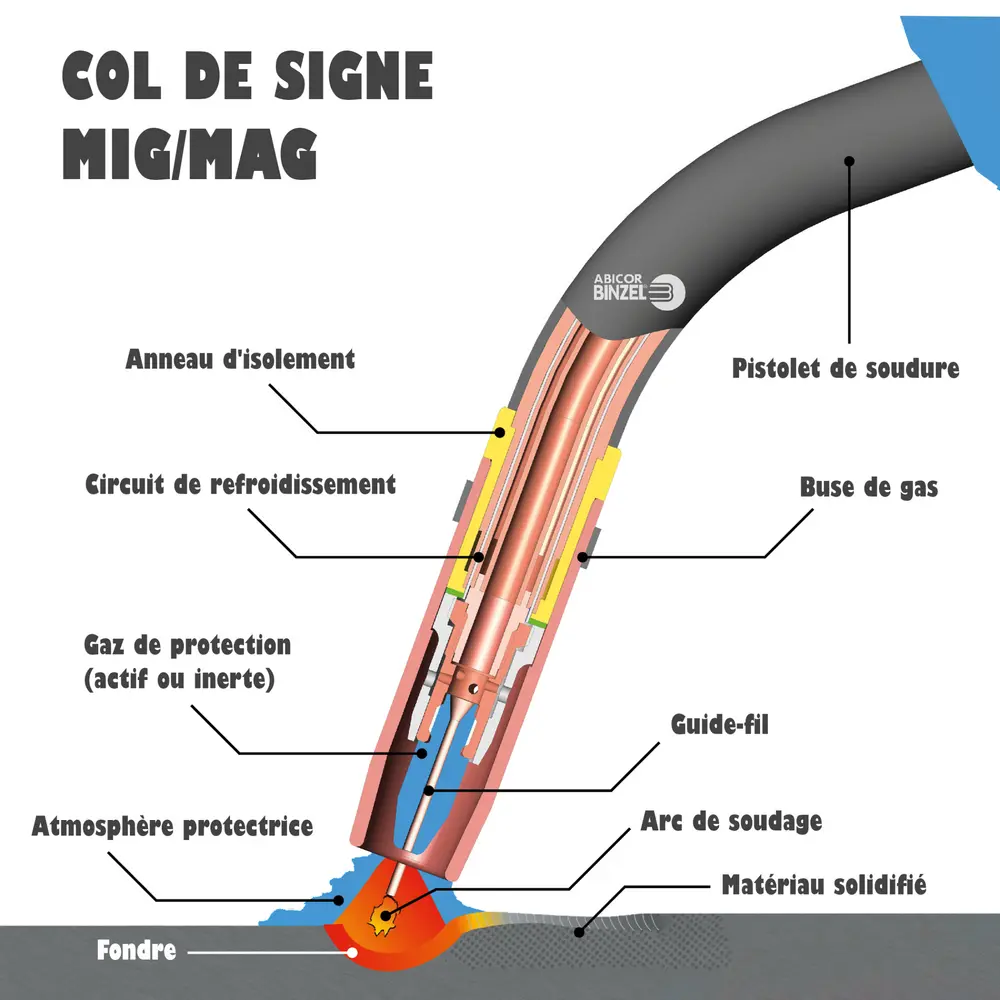
Avec le soudage MIG/MAG, par impulsion et TIG - les formes de soudage électrique (à l'arc) -, une torche ou un pistolet de soudage assure l'alimentation en énergie (sous forme de courant), l'alimentation en gaz (pour protéger le bain de soudure) et - dans le cas du soudage MIG-MAG - le transport du fil de soudure vers le bain de soudure. La torche de soudage est constituée d'une longue tige métallique généralement pliée (le col de cygne), avec la tête de soudage à l'extrémité. Celui-ci contient deux tubes qui transportent un gaz de protection et éventuellement un liquide (eau). L'anneau isolant de la torche de soudage MIG/MAG veille à ce que la tension soit appliquée à la pointe de contact et non à la buse de gaz métallique. Sans cet anneau, la buse de gaz générerait une tension, ce qui entraînerait un court-circuit dans la partie avant.
Les autres parties sont la poignée et le faisceau contenant un tuyau de gaz, un câble eau-courant, un câble de commande et éventuellement un tuyau pour le liquide (voir encadré). La longueur du col de cygne et celle du faisceau dépendent principalement de l'application prévue; la quantité de matériau utilisée est déterminée par la plage de courant requise.
Refroidissement au gaz ou à l'eau
Les torches refroidies au gaz utilisent l'air ambiant et un gaz protecteur pour le refroidissement. Comme le conducteur de courant, la conduite de gaz, le passe-fil et le câble de commande sont intégrés dans le même câble, ce type de torche est léger, compact, rapide à monter et facile à entretenir. On l'utilise généralement pour les fils de plus petit diamètre et pour le soudage avec une faible durée de fonctionnement.
Les torches refroidies à l'eau utilisent un système de refroidissement externe pour dissiper la chaleur des pièces d'usure et du câble d'alimentation. Grâce au refroidissement 'forcé', la température des pièces d'usure de ce type de torche est généralement plus basse, ce qui augmente leur longévité. La réalisation technique de ces torches est plus complexe et plus robuste que celle de la version refroidie au gaz, et les mesures visant à empêcher les fuites d'eau les rendent relativement coûteuses. On préfère ce type de torche pour les courants plus élevés et les cycles de fonctionnement plus longs.
Procédés de soudage par fusion
Avec le soudage autogène, une petite flamme bleue apparaît une fois qu'on a enflammé un mélange de gaz combustible et d'oxygène. Le point de fusion du matériau de base détermine la température de la flamme. Lorsque le point de fusion requis est atteint, les deux parties fusionnent et un joint solide se forme. Le refroidissement est nécessaire pour éviter la surchauffe du chalumeau et il doit y avoir un flux constant de gaz de protection dans toutes les conditions (d'utilisation).
Torches pour le soudage MIG/MAG
Avec le soudage MIG/MAG, l'arc électrique se situe entre la pièce et un métal d'apport en fusion qui est alimenté en continu. Avec le soudage MIG, le gaz de protection est inerte (argon, hélium ou leurs mélanges); avec le soudage MAG, on utilise des gaz actifs (CO2 pur ou un mélange de CO2 et d'argon).
Le fil de soudure est amené de la connexion de la machine via le faisceau jusqu'à la pointe dans la tête de soudage. Le faisceau contient non seulement un câble d'alimentation, de fil et de gaz, mais aussi deux fils électriques pour l'alimentation proprement dite du fil de soudure. La distance à la pièce doit être telle que l'extrémité libre du fil, c'est-à-dire la distance entre le bas de la pointe de contact dans la tête de soudage et le point de départ de l'arc, fasse environ dix à douze fois le diamètre du fil (en mm). Le perçage dans la pointe de contact ne doit pas être trop grand - sinon aucun contact n'est possible - mais pas trop petit non plus - sinon le frottement est trop important. La torche est construite de manière à ce que le fil soit soumis à une résistance mécanique aussi faible que possible afin d'éviter des problèmes tels que le frottement, l'usure et l'échauffement.

et donc plus facile à manipuler
Torches pour le soudage TIG
Le soudage TIG est une technique de soudage difficile car le métal d'apport doit être introduit manuellement. L'arc électrique est tiré entre une électrode en tungstène non fusible (température de fusion: 3.410 °C) et la pièce. On a affaire à un courant continu et les sources de courant utilisées sont à caractéristiques plongeantes ou verticales. L'arc électrique est créé de la même manière qu'avec la torche MIG mais pour la création du cordon de soudure lui-même, on utilise une électrode en tungstène. En raison de la charge négative et grâce à l'effet de refroidissement du gaz de protection inerte - généralement de l'argon, parfois un mélange argon-hélium - la température de l'électrode n'atteint que le tiers de celle de la pièce.
Avec le soudage TIG, la liberté de mouvement du soudeur est primordiale, étant donné les conditions difficiles dans lesquelles ce type de soudage a généralement lieu. Pour permettre cette liberté de mouvement, il existe des torches TIG avec différentes longueurs (de câble) et avec un col de cygne fixe, rotatif ou flexible.
Divers accessoires sont disponibles pour les torches TIG. Un exemple est la lentille de gaz. Celle-ci améliore la couverture gazeuse de sorte que le bain de soudure est protégé de manière optimale contre l'air ambiant (azote et oxygène).
Avec le soudage TIG, la liberté de mouvement du soudeur est primordiale, étant donné les conditions difficiles dans lesquelles ce type de soudage a généralement lieu.
Torches automatiques
L'automatisation du processus de soudage présente des avantages majeurs - efficacité élevée, faible coût de main-d'œuvre et qualité élevée et constante - et est désormais largement pratiquée. Des robots de soudage sont souvent utilisés à cet égard. Ils sont généralement équipés d'une torche de soudage automatique. Cette torche est disponible dans les deux variantes MIG et TIG, avec un refroidissement à l'air ou à l'eau. Elles ont une connexion modulaire, ce qui les rend compatibles avec les machines à souder les plus courantes. Cette connexion standard uniforme et utilisée dans le monde entier - l'Euroconnector - ce qui signifie que les torches et les appareils de soudage ne doivent plus provenir du même fabricant.
Les torches automatiques sont généralement utilisées lorsqu'il faut fabriquer de nombreux produits identiques avec un niveau de précision élevé ou lorsque le soudage est effectué dans des conditions difficiles, par exemple dans des endroits difficiles d'accès.

Confort de soudage
Outre la nature, la pénibilité, le lieu des travaux de soudage, la force de la vapeur à utiliser et la longueur du câble, il y a aussi le confort de soudage qui est - de plus en plus - important pour choisir la torche adéquate. Les soudeurs doivent souvent se contorsionner, avec toutes les conséquences que cela entraîne pour leur dos, leurs poignets et les articulations de leurs épaules. Afin de prévenir de telles blessures (souvent chroniques), une réduction de poids est évidente mais ne doit pas se faire au détriment d'élements comme l'équilibre et la performance. Pour l'instant, l'effet le plus important semble être obtenu par des ajustements au niveau du faisceau. Les fabricants s'efforcent en permanence d'améliorer la facilité d'utilisation, la sécurité de fonctionnement et la facilité d'entretien de leurs torches. En plus de chercher des moyens de réduire le poids, ils cherchent à réduire le nombre de composants - sources potentielles de défaillance. En termes de conception, l'accent est mis sur l'adaptation des poignées et des cols de cygne. Ces derniers sont de plus en plus souvent disponibles en différentes longueurs et courbures, adaptées aux différentes applications et/ou aux préférences personnelles du soudeur.
Les soudeurs doivent souvent se contorsionner, avec toutes les conséquences que cela entraîne pour leur dos, leurs poignets et les articulations de leurs épaules.
Il existe de grosses différences dans la qualité et le prix des torches. Les facteurs décisifs pour faire le bon choix sont la nature et l'ampleur des travaux de soudage, les circonstances dans lesquelles ces travaux doivent être effectués, les matériaux à souder et les exigences de l'application. Une torche de qualité inférieure aura des conséquences non seulement sur la qualité du travail de soudage, mais aussi sur le confort de soudage, la sécurité du soudeur, la productivité, la durée de vie de l'équipement et donc sur le coût total.
Extraction des fumées de soudage
Les fumées de soudage - le mélange de gaz, de vapeurs et de particules produit lors de processus tels que le soudage - sont influencées par différents facteurs, notamment les propriétés des matériaux, l'air ambiant et les consommables. Ces derniers représentent environ 90 % des fumées de soudure.
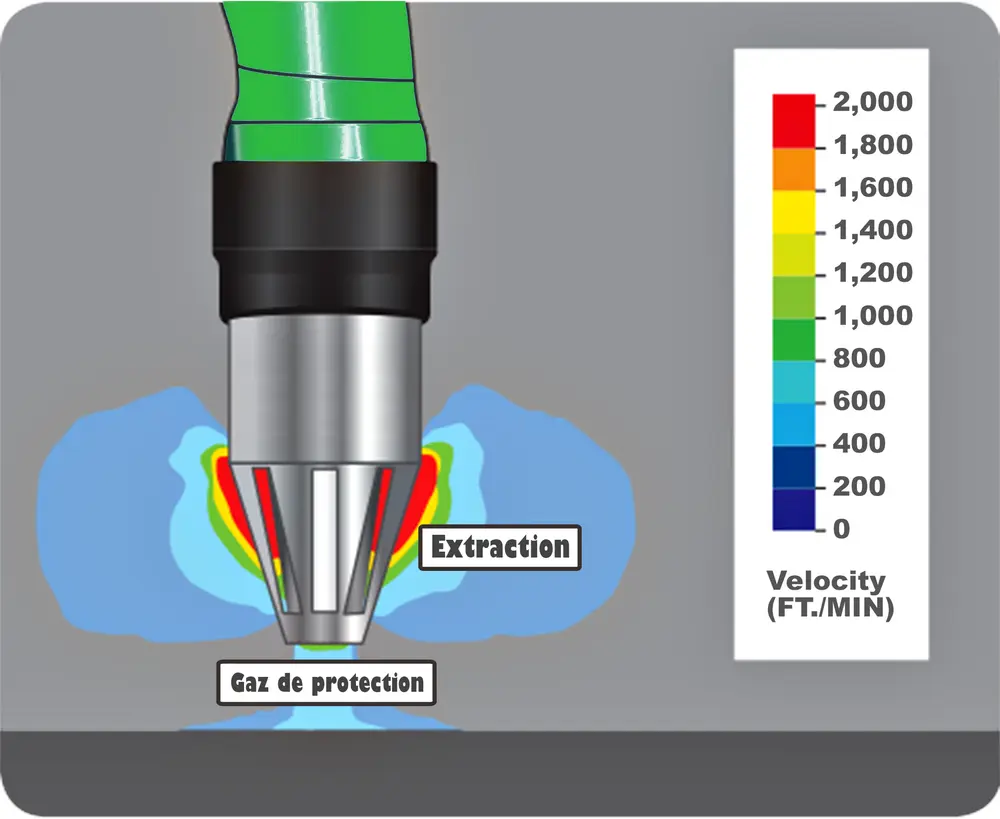
Pour l'extraction des fumées de soudure, on préfère nettement l'extraction à la source ou l'extraction ponctuelle. Une forme particulière de cette méthode est l'évacuation sur torche, où l'extracteur est intégré dans la tête de soudage.
Le pistolet de soudage adapté est relié à une unité d'extraction qui fournit une dépression d'environ 20 kPa. En raison de la distance minimale entre le métal et la torche, cette extraction est très efficace.
Merci à: Abicor Binzel, Esab, Welda