Continue controle dankzij wegen in lijn
Productstromen gedetailleerd meten en regelen

Wegen in lijn - ook wel bekend als process weighing - wordt toegepast om het debiet van een bepaalde productstroom te meten en eventueel bij te stellen. Zo kan er vanaf de aanvoer van grondstoffen tot en met het verpakken van de eindproducten een tussentijdse controle worden ingebouwd, wat resulteert in producten van een constante kwaliteit, met een correct gewicht.
Belang van wegen
In veel processen en processtappen is het noodzakelijk om de precieze hoeveelheden te kennen van de producten die over de transportbanden passeren, als input voor de verdere verwerking. Deze tussentijdse controle kan manueel en steekproefgewijs gebeuren, maar dit kan ook geautomatiseerd en continu verlopen. Zo is de weging sneller en correcter, en kan er ook sneller worden ingegrepen bij eventuele afwijkingen.
In dit geval spreken we over 'wegen in lijn', waarbij de massa per tijdseenheid - bijvoorbeeld kg/s of ton/u - wordt gemeten. In tweede instantie kan men ook de totale massa van een product berekenen of 'totaliseren'. Bij een vast debiet volstaat het om hiertoe de verhandelde massa te vermenigvuldigen met de verstreken tijd. Bij een variërend debiet zal software het continue gemeten debiet omzetten in een eindmassa.

Concreet wordt een stuk van de transportlijn wegend opgesteld. Dit kan een stukje van de beschouwde transportband zijn, of een speciaal uitgeruste tussenstop in het langere traject. Zo komen er ook aparte banden, schroeven of trilgoten voor. De keuze hiervoor hangt grotendeels af van de te wegen producten en de plaats in het proces.
Door de stijgende grondstofprijzen zit wegen in lijn in de lift. Dergelijke technologieën leiden immers tot een betere kennis van het proces, met minder productieverliezen en een constante kwaliteit van de eindproducten tot gevolg.

Weegtechnieken
Qua werkingsprincipe valt een tweedeling te maken met als kritische grens 10 kg. Alles daarboven moet met een rekstrook gewogen worden; lichtere ladingen kunnen ook elektromagnetisch verwerkt worden. Deze laatste techniek is sneller en nauwkeuriger en kan al toegepast worden vanaf 7 g.
Door stijgende grondstofprijzen zit wegen in lijn in de lift
Bij elektromagnetisch wegen bevat de load cell een stang die in een magnetisch veld rust. Deze stang wordt omlaag geduwd wanneer een bepaalde kracht wordt toegepast. Hierdoor gaat een signaal van de sensor naar de load cell om de stang in zijn oorspronkelijke positie terug te zetten, waarop de load cell de stroom door de spoel verhoogt.
Hierdoor ontstaat een opwaartse kracht in het magnetisch veld. De load cell verhoogt de stroom door de draad, totdat de opwaartse kracht gelijk is aan de belasting en de stang terug de oorspronkelijke stand bereikt. De verandering van de stroomintensiteit is een indicator voor het gewicht.

Een rekstrookje is een dunne filmweerstand. De weerstand verandert wanneer de film als gevolg van het gewicht doorbuigt. Een dergelijke load cell bevat vier rekstrookjes en vaste weerstanden die op dezelfde wijze als een Brug van Wheatstone zijn verbonden. Dit is een elektrisch circuit dat wordt gebruikt om een onbekende weerstand te meten. De brug functioneert door het balanceren van twee poten, waarvan één poot de onbekende component omvat.
De load cell geleidt een kleine spanning over de meters. Wanneer de load cell uitgebalanceerd is, toont elke meter dezelfde weerstand. Wanneer een kracht op de load cell wordt uitgeoefend, wordt de weerstand op ongelijkmatige wijze over de brug verplaatst. Dit veroorzaakt een verandering van de spanningswaarde. De spanningsverandering kan eenvoudig worden omgezet in een gewichtsoutput.
Plaats in het proces
Wegen in lijn wordt in het algemeen ingezet om productstromen van vaste stoffen te meten, zoals chocoladepoeder of granen. Meestal gaat het om bulkproducten of grondstoffen die niet of minder makkelijk per eenheid kunnen worden geteld of bijgehouden. Bovendien moeten voedingsmiddelenproducenten voldoen aan het gewicht dat op de verpakking staat. Daarom worden er ook net voor of net na het verpakken dergelijke controlepunten ingebouwd. Afhankelijk van de concrete toepassingen kunnen we enkele technieken en werkingsprincipes onderscheiden.
Bandwegers
Dit zijn wegende trogstellen die in een transportband worden ingebouwd. Dit gaat meestal om lange transportbanden en het meetbereik kan gaan tot zeer grote debieten. Deze transportbanden kunnen zowel binnen als buiten opgesteld staan. Door het inbouwen van de trogstellen zijn deze installaties minder geschikt voor applicaties met een grote aandacht voor hygiëne.
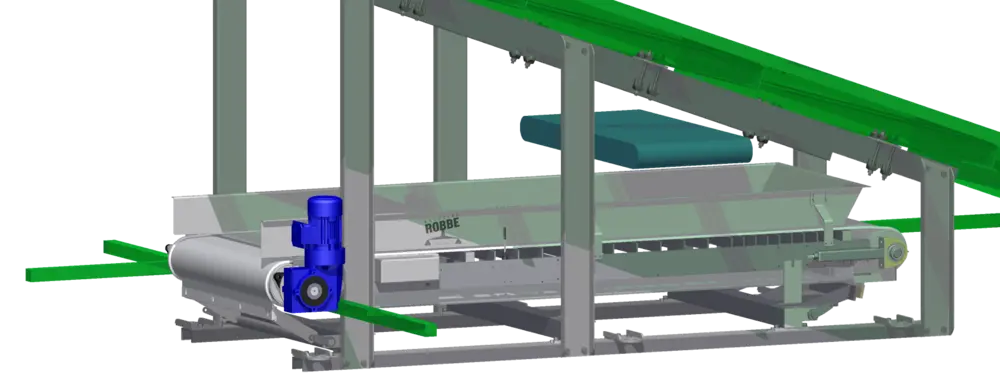
Weighfeeders

Dit zijn kleinere transportbanden (1 tot 3 m) waarbij er ofwel een ingebouwde weegplaat zit, ofwel het geheel wegend wordt opgesteld. Deze zijn beter geschikt voor gebruik in hygiënische omgevingen. Ze worden ingezet om het tussentijdse debiet van een productstroom te kennen, maar ook om totalen te doseren. Denk bijvoorbeeld aan het doseren van een bepaalde hoeveelheid in een mengketel. Weighfeeders kunnen ook in een omkasting worden uitgevoerd.
Discontinue doorstroomwegers
Discontinue doorstroomwegers bestaan uit een wachtbunker, een wegende bunker en een uitstroombunker. In de wegende bunker wordt telkens een bepaalde hoeveelheid product stilstaand gewogen en daarna doorgestort naar de uitstroombunker. Hierdoor kan het gewicht heel exact bepaald worden. Terwijl de stilstaande weging gebeurt, wordt de continue invoerstroom in de wachtbunker gebufferd, waarna het doorstroomt naar de wegende bunker. Op deze manier kan een continue toevoerstroom discontinu gewogen worden en worden zo het debiet en de totale massa bepaald. Discontinue doorstroomwegers worden metrologisch geijkt volgens OIML R107. Dit meetprincipe wordt dikwijls gebruikt als controle bij de aanvoer van grondstoffen, bijvoorbeeld bij scheepslossing.

Loss-in-weight feeders
Dit zijn kleine schroeven of trilgoten met een silo, die volledig wegend opgesteld zijn. Ze worden gebruikt om een continu debiet toe te voeren aan een proces of batchgewijs hoeveelheden toe te voegen aan bijvoorbeeld een mengketel. Via een PID-regelaar kan een regelsysteem gemaakt worden met als uitvoer de snelheid van de doseerschroef of trilgoot en met als invoer het gewicht (debiet). Een PID-regelaar is een regelalgoritme gebaseerd op negatieve terugkoppeling met een meetwaarde.
Afvul- en verpakkingsmachines
Deze machines worden aan het einde van de lijn geplaatst en vullen verpakkingen vanuit de productstroom op een bepaald gewicht. Het gaat hier dus niet zozeer over het wegen tijdens het transport van de producten, maar eerder om het correct verwerken aan het einde van het traject.
De verpakkingen kunnen diverse vormen en formaten aannemen: van bigbags tot zakken of trommels. Via de afvulmachine wordt de exacte hoeveelheid nauwkeuring bepaald en automatisch gedoseerd in de verpakking. Indien de zakken of bigbags in het commerciële verkeer worden opgenomen, dienen de afvulmachines metrologisch geijkt te zijn volgens OIML R61 of dient er een checkweigher voorzien te worden.
Checkweighers
Deze technologie wordt gebruikt om de eigenlijke verpakkingen te controleren en dit doorgaans op hoge snelheid. Verpakkingen met een afwijkend gewicht kunnen worden uitgestoten of een alarmsignaal kan worden geactiveerd.
Bij dynamische checkweighers zal de verpakking over de weegeenheid passeren, die het correcte gewicht zal aftoetsen aan de praktijk. De transportband blijft hierbij draaien tijdens het wegen. Statische checkweighers leggen de band tijdelijk stil om de weging te kunnen uitvoeren. Zo kunnen de metingen nauwkeuriger gebeuren en niet elke productstroom leent zich overigens tot dynamisch wegen. Ook hier hangt de keuze dus af van de specifieke noden en producten.
Het belangrijkste onderdeel van de checkweigher is de weegband met load cell. Deze staat op een frame waar indien nodig een invoerband voor zit om het product stabiel te kunnen aanvoeren. Na de weegband zit een uitvoerband, waarop dikwijls een uitwerpsysteem gemonteerd wordt om de foutieve producten uit de lijn te kunnen werpen.

Proces bijsturen
In het geval van een tussentijdse weging in het verwerkingsproces kunnen andere machines op basis van de realtimemeting worden bijgestuurd of kan er een alarm worden ingesteld. Door met een frequentieregelaar de snelheid van de transportband te veranderen, kan ook het debiet geregeld worden. Als er bijvoorbeeld een continu debiet nodig is, maar de dichtheid van het product kan variëren, dan is wegen in lijn een goede oplossing.
Met een frequentieregelaar kan het debiet geregeld worden
Dergelijke systemen worden dus vaak gekoppeld aan overkoepelende software. De communicatie hiertoe kan verlopen via Profinet, Industrial Ethernet, OPC/UA, Modbus ... Dit laat ook toe om alle data te verzamelen en te analyseren. Meer gedetailleerde kennis van het proces en het product dus, met minder fouten of verspilling tot gevolg.

Concreet wordt bij een checkweigher via software continu het gemiddelde gewicht na een vooraf ingesteld aantal weegprocessen tijdens een bepaalde periode berekend. De afwijking tussen het doelgewicht en het gemiddelde gewicht zorgt voor een controlesignaal voor het bijregelen van de machine.
Het gemiddelde gewicht is enkel berekend voor de gewichten die zich bevinden binnen de bovenste en de onderste limieten. Enkel wanneer het gemiddelde gewicht buiten dit interval ligt, worden aanpassingen gemaakt. Het tijdsdecalage tussen het signaal van de checkweigher en de reactie van de vuller is gelijk aan het aantal pakketten tussen de vuller en de checkweigher.
Aandachtspunten
Installatie
Hoewel het natuurlijk altijd handiger is om op voorhand rekening te houden met dergelijke installaties, kan een van de vermelde opties meestal worden ingebouwd in bestaande proceslijnen. Dit laat dus een grote mate van flexibiliteit toe.
Belangrijke aandachtspunten hierbij zijn de lengte van de weger - afhankelijk van de grootte, de doorvoersnelheid en het gewicht van de producten - en de beschikbare ruimte in de productiehal. In toepassingen waar hygiëne van groot belang is, moet er ook steeds voldoende toegang zijn om de installatie te kunnen reinigen. Bij zwaardere weegvermogens dient bovendien rekening te worden gehouden met controlewegingen. Dan worden er ijkgewichten aan de wegende hopper, bunker of mengketel gehangen en moet er ook plaats zijn om deze te kunnen opstellen.

Om een betrouwbare weging te bekomen, is ook de omgeving erg belangrijk. Zo moeten trillingen en luchtverplaatsingen tot een minimum beperkt worden om het meetresultaat niet te beïnvloeden. Denk ook goed na over de toekomst: welke producten kunnen later nog worden behandeld?
Wegen in lijn kan vaak flexibel geïntegreerd worden
De jongste jaren zien we dat wegen in lijn steeds vaker gecombineerd wordt met andere systemen, zoals metaal- of röntgendetectie en camera-inspectie. Op deze manier kan het product in één station volledig gecontroleerd worden en heeft men meteen een overzicht van de algemene kwaliteit.

Onderhoud
Onderhoud van deze installaties wordt het best overgelaten aan de fabrikant, bijvoorbeeld in de context van de herijking. Tussentijdse kalibraties met testgewichten kan u daarentegen zelf uitvoeren, al kan hiervoor ook een beroep gedaan worden op een gespecialiseerde firma. Ook voor interne kwaliteitssystemen dient alle weegapparatuur dikwijls periodiek herijkt of gekalibreerd te worden.
Moderne weegindicatoren of PLC's met hoogwaardige weegmodules hebben dikwijls verschillende mogelijkheden om een probleem vast te stellen. Meestal is wel een gespecialiseerde technicus nodig om het probleem exact te bepalen en te verhelpen. Bij mechanische overbelasting of zware stootbelasting van weegcellen is vervanging dikwijls de enige optie. Maar een goed gedimensioneerd weegsysteem kan meerdere decennia zonder storing werken.
Normering
Indien het toestel geijkt moet worden, is een metrologisch CE-conformiteitsattest noodzakelijk. Dit dient door de fabrikant te worden opgesteld. Er moeten dan ook nog proeven ter plekke uitgevoerd worden om de conformiteit te controleren.
Elk geijkt weegtoestel dient ook periodiek te worden herijkt. Dit valt niet onder een Europese richtlijn, maar wordt bij iedere lidstaat van Europa nationaal bepaald. Bijvoorbeeld bij NAWI (R76) en AWI Gravimetrisch Afvullen (R61) verloopt dit elke vier jaar. Bij een AWI discontinu totaliserende weegtoepassing (OIML R107) is dit elke twee jaar. Daarnaast laten veel bedrijven jaarlijkse controles uitvoeren. Dit kan in een servicecontract worden opgenomen.
Met medewerking van Bascules Robbe en Mettler Toledo
