BREDERE ACCEPTATIE VAN STRUCTUREEL LIJMEn
Achtergrond, typering en nieuwste ontwikkelingen
De industrie ontdekt steeds meer het professioneel verlijmen. Hoewel in de praktijk blijkt dat lijmen een vak apart is, krijgen hoogwaardige adhesieve verbindingen een steeds breder toepassingsgebied. Simultaan groeit het scala aan geavanceerde lijm- en afdichtmiddelen verder uit. Voorlopers in de sector streven ernaar de totale werkwijze – nu volgens ISO en DIN norm – op te waarderen.

INGREDIËNTEN VOOR BETROUWBARE EN MAAKBARE VERBINDINGEN
Ten opzichte van andere (mechanische) verbindingstechnologieën – als schroeven, klinken, solderen en lassen – wint de moderne lijmtechniek toenemend terrein. Deels is dat een gevolg van nieuwste technische en hybride materialen, die door hun lichtgewicht en sterkte-eigenschappen als dunwandige substraat worden ingezet, alsook voor grotere en robuuster uitgevoerde producten in bepaalde sectoren zoals de bouw, automotive, carrosserie- en vliegtuigbouw en productie van bladen voor windmolens en medische apparatuur.
Voor elk denkbare toepassing is wel een passende verlijming op maat te vinden tussen de meest frequent gebruikte structurele lijmsoorten. Die zijn vaak chemisch uithardend zoals epoxy’s (meest gebruikt: hars en harder gemengd), (cyano-)acrylaten, siliconen, mono- en polyurethanen, polyamides en de smeltlijmvarianten.
Betrouwbaar en repeterend duurzame verlijmingen maken stelt, afhankelijk van de lijmsoort, een aantal strikte voorwaarden, die ingevuld moeten worden afhankelijk van omstandigheden, materiaalmix, configuratie en de belasting op het product of component.
LIJMKEUZE EN VORMGEVING
Wat dit medium zo aantrekkelijk maakt, is dat deze sterk verfijnde methode op de grootste variëteit aan materialen toepasbaar is, ook op onderling ongelijksoortige substraatcombinaties van metaal, glas, keramiek en al of niet hybride kunststoffen of composieten gewapend met glas- of koolstofvezels (CFRP).
De ontwerper moet zich wel al in de beginfase van de vormgeving concreet voor ogen houden aan welke soort belasting de betreffende naad onderhevig is. Zowat elke wijziging ten aanzien van de krachtinwerking vraagt om een aangepaste vormgeving.
Kies bij voorkeur zuivere druk, schuif en torsie, en zorg ervoor dat die kracht zo gelijkmatig mogelijk wordt uitgeoefend. Tegen trekkracht zijn gelijmde naden eveneens enigermate bestand. Het slechtst kan een lijmverbinding tegen situaties waarbij voornamelijk afpel- en splijtkrachten in het spel zijn.

Foto 1: Schets van pure druk- en trekbelasting (Henkel)
Foto 2: Situatie bij afpel- en splijtkracht (Henkel)
KANTTEKENING
Meestal gaat het om een 1- of 2-component lijm: in het eerste geval een adhesief met latente harder, die actief wordt bij externe invloeden als temperatuurverhoging of lichtinwerking. Het tweede type bestaat uit twee afzonderlijke componenten, met een monomeer hars waar een harder wordt bijgemengd (en daardoor een langere bewaartijd). Karakteristiek voor de werking van elke lijmsoort is dat die in het algemeen bestaat uit een complex mengsel van meerdere chemische ingrediënten als activator, hechtingsverbeteraar, oplos-, vul- of brandwerende middellen. Zo kunnen de lijmen vluchtige additieven bevatten, die verdampen en bijgevolg brandbaar, toxisch en milieubelastend zijn. Die zorgen er tevens voor dat lijmen een beperkte houdbaarheid kennen.
Om veilige werkomstandigheden te verzekeren, moet er voldoende afzuiging zijn en moet men direct contact met huid, ogen en andere kwetsbare lichaamsdelen voorkomen, door bijvoorbeeld geschikte persoonlijke beschermingsmiddelen te dragen.
Harden is in de meeste situaties een kwestie van tijd, temperatuur en vochtigheidsgraad. Voor kortere cyclustijden bestaan er acrylaten en epoxy’s aan die met uv-licht snel uitharden. De gecontroleerde en manuele applicatie op een enkel- of meerzijdige locatie op een object kan in sommige situaties problemen geven en vergt al eens extra aandacht.
PLUSSEN EN MINNEN
Onder dynamische belasting kan een lijmnaad tegelijk sterk zijn, gas- en vloeistofdicht, isolerend of elektrisch en thermisch geleidend, ook al is geen pure intermetallische binding gemaakt, ook als afwerking in de vorm van een bescherm- of een sierlaag. Positief is dat er geen verandering plaatsvindt in de structuur van de materialen (als bij boren en verspanen), terwijl de hechting meestal permanent is. De dunne, vrijwel onzichtbare – soms transparante – verbinding zorgt voor een min of meer flexibele interface met een zekere trillingdempende werking. Wel zet de lijmnaad in de loop van de tijd geleidelijk uit, aangezien die altijd onderhevig is aan een zekere veroudering.
Bij een structurele binding volgt die de contour volledig dekkend. De oppervlakteruwheid is van cruciaal belang, om een versterkte binding door de op het grensvlak inwerkende kracht tot stand te brengen.

APARTe INTERFACE
Afhankelijk van het type kunnen de meeste lijmen oneffenheden op oppervlakken opvangen en uitvullen. Het aanbrengen van voldoende druk tijdens de uithardingsfase helpt daarbij, net als temperatuurverhoging.
Een ander voordeel is dat er geen hinderlijke uitsteeksels en ongewenste spanningen – in of op het werkstuk – ontstaan, terwijl wel een gemakkelijke bereikbaarheid wordt bereikt.
Vooraf grondig schoonmaken is een vereiste – industrieel mechanisch, chemisch of fysisch (met behulp van atmosferisch plasma, UV of laser) – om organische verontreinigingen te verwijderen, alsook te ontvetten. Bij het verlijmen wordt nauwelijks gewicht toegevoegd aan de eigen massa of component. Vergeleken met andere varianten wordt een verbinding op relatief lage temperatuur tot stand gebracht en is die dus geschikt voor temperatuurgevoelige producten. Elke geselecteerde lijm kent een beperkt temperatuurstraject waarin het bruikbaar is en stabiel in de toepassing.
SIMULATIE
Buiten visuele inspecties bestaan er andere kwaliteitscontroles, voorgeschreven voor eventuele haalbaarheids- en duurzaamheidsstudies vooraf of om de door de klant gestelde eisen te bewijzen.
Met geavanceerde soft- en hardware kan men complexe lijmverbindingen al goed analyseren. Die relatief nieuwe tool is al makkelijker en efficiënter toe te passen in de alledaagse praktijk, door naast de complexe ‘concept model’-methode ook ‘model input data’ en testgegevens erin te betrekken en om ze makkelijker grafisch weer te geven. Dit staat nu in het middelpunt van allerlei internationaal lopende R&D projecten.
Reparatie van en aan uitgeharde verlijmingen is in de praktijk moeilijk tot nauwelijks uitvoerbaar. Bijkomend kan lossen – door een schok, stoot of trilling – problemen met zich meebrengen, zoals kans op beschadiging. Bij reiniging van een resistent product helpt een mechanische aanpak en hogere temperatuur.
ADHESIEF OPSPANNEN
Van oudsher zijn initiatieven voor het lijmen in de verspanende industrie bekend, op z’n minst als krachtvrije opspanmethode om kwetsbare, fragiele of moeilijk hanteerbare stukken in te klemmen of exact op een positie te fixeren. De praktische uitvoering – mengen, doseren, opbrengen, hechten, enz. – buiten de machine vindt plaats op snel wisselbaar spangereedschap, waardoor geen productieve machinetijd verloren gaat.
De meeste lijmen zijn van nature isolerend, zodat een elektrisch of thermisch geleidende verbinding speciale actie vergt. Daar moet je reeks vooraf rekening mee houden. Een gekende praktijk om direct mechanisch contact tussen twee oppervlakken te realiseren, is het bewust aanbrengen van contactpunten of het gebruik van vibraties terwijl dieze stevig geklemd zijn tijdens het uitharden. Tevens kan men extern een extra geleidend spoor aanbrengen met behulp van bijvoorbeeld koperdraad of door het inmengen van metallische deeltjes zoals zilver.
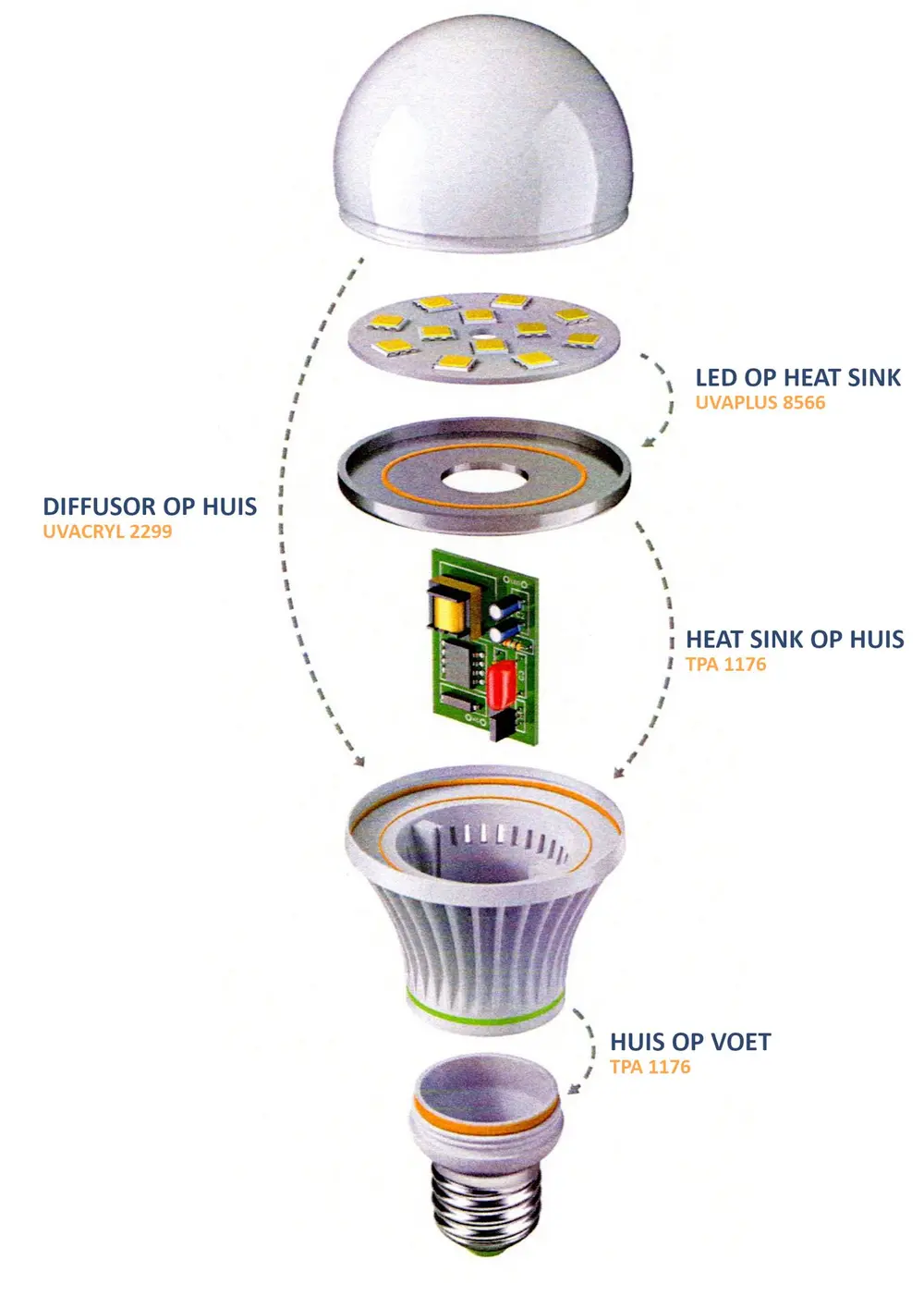
Meerdere lijmfabrikanten leveren tegenwoordig types die een zekere elektrische en/of thermische geleiding garanderen. De toepassing van die lijmen bestaat binnen de elektronica (f6) en de optische industrie al veel langer, van losse IC’s op ‘lead frames’ en complete elektronische componenten op heatsinks en circuits, tot aan de montage van spiegels en lenzen.

1: Base cup
2: Harness Bracket
3: BH Bracket
4: Location Bracket
5. Stabi Bracket
JONGSTE GLUE 2.0 AANPAK
De recente, geavanceerde ASML Glue 2.0 voorschriften zijn een nieuw toonbeeld van kwaliteit, met een niveau hoger dan de bestaande ISO- en DIN-normen. Voorspelbare, betrouwbare en traceerbare lijmverbindingen wil men in de hand houden door steeds up-to-date gehouden instructies. Om de twee jaar is er een verplichte opfriscursus, de controle op inkomende goederen en de steeds actueel gevalideerde lijmprocedures, en het stipte onderhoud aan de gebruikte productiemiddelen en de werkprocedures.
De talloze mogelijkheden heeft ook de roep versterkt naar meer extreme toepassingen, zodat koude – tot onder het vriespunt – en natte condities eveneens in de belangstelling staan. Deskundigen van verschillende Nederlandse en Belgische leveranciers rapporteerden middels uiteenlopende cases over onder water verlijmen en bij vriestemperaturen.
Steeds hogere eisen stelt men aan de vakbekwaamheid van medewerkers, waarover bij de wet nog weinig concreet is vastgelegd. Binnen de sector is de specifieke kennis – ondermeer door de enorme verscheidenheid aan kleefstoffen en applicaties – in het algemeen nogal versnipperd.