Kwaliteit tandwielen van veel factoren afhankelijk
zoekTOCHT naar efficiëntste gereedschappen en bewerkingsmethoden

Tandwielen maken een mechanische transmissie mogelijk en dit maakt ze onmisbaar in tal van aandrijfmechanismen. Essentieel daarbij is dat de tand van het ene wiel exact past in de tandkuil van het andere wiel. Naast het nodige rekenwerk, hoogwaardig materiaal en specialistisch gereedschap, vergt het maken van een tandwiel dan ook vooral vakmanschap. Een productietechniek met toekomst is power skiving, dankzij de de komst van steeds robuustere en stabielere machines en gesynchroniseerde spillen. Deze techniek werkt vooral goed daar waar korte doorlooptijden van belang zijn.
Vorm en formaat
Een tandwiel, tand- of kamrad is een getand, roterend machine- of constructieonderdeel in de vorm van een wiel of cilinder. In combinatie met andere getande onderdelen is het in staat om mechanisch een beweging over te brengen, al dan niet gepaard gaande met het omvormen van deze beweging qua richting en/of draaisnelheid. Dit maakt het mogelijk een koppel over te brengen, te versnellen of te vertragen. Een klein formaat tandwiel draait namelijk sneller rond dan een groot formaat, waardoor een snelle en een trage beweging in elkaar kunnen worden omgezet. Vaak is het zo dat de tanden van het tandwiel een vorm hebben die identiek is aan de tanden van het andere tandwiel, maar dat hoeft niet. Wel moet de tandbreedte (zie het kader 'Begrippen') gelijk zijn; alleen tandwielen die samen lopen en hetzelfde aantal tanden hebben, zijn volkomen identiek.

De meest courante tandwielen zijn:
- cilindrische tandwielen met een rechte of schuine vertanding;
- conische tandwielen met een rechte, schuine of spiraalvertanding;
- kepervertanding, ook wel pijl-, visgraat- of V-vertanding genoemd;
- wormen en wormwielen;
- tandwielen met een tandheugel of tandlat.
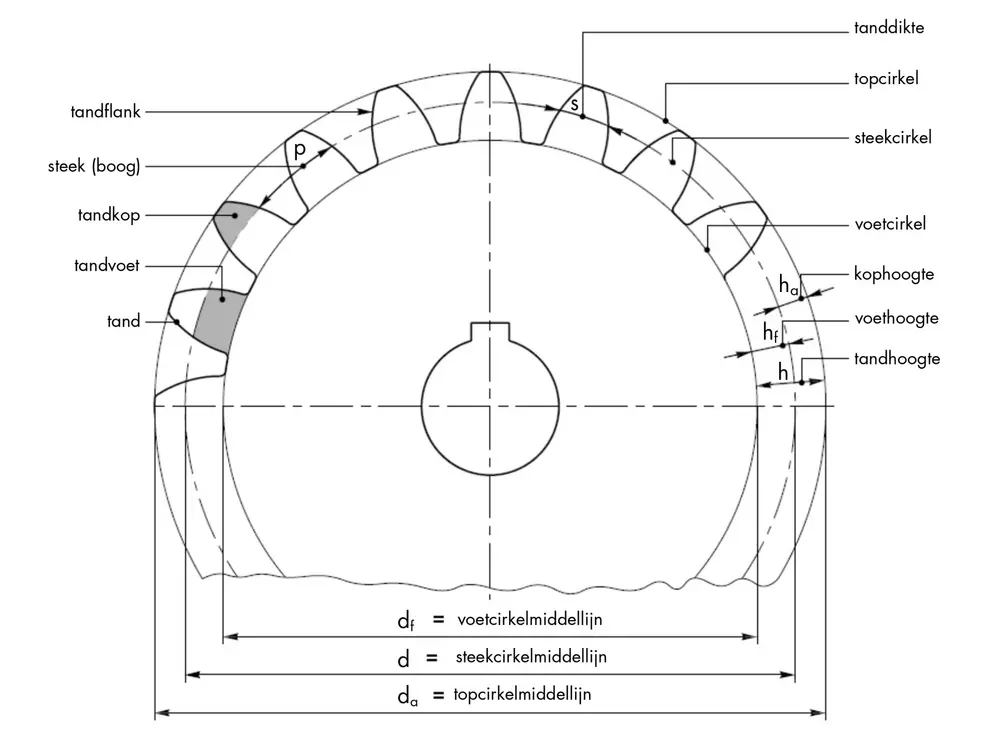
Begrippen
- Effectieve straal: de straal van de steekcirkel;
- Moduul: de verhouding tussen de steekcirkel en het aantal tanden;
- Steekcirkel: de diameter van de denkbeeldige cirkel door het midden van de tanden, kenmerkend voor de tandwielafmeting;
- Tandbreedte: de onderlinge afstand tussen de zijvlakken;
- Tandflank: het grensvlak tussen een tand en de ernaast gelegen tandkuil;
- Tandkuil: de ruimte tussen opeenvolgende tanden;
- Tandkop: het deel van de tand boven de steekcirkel;
- Tandopening: de afstand tussen de tandvoet van twee tanden gemeten langs de voetcirkel;
- Tandprofiel: de doorsnede van de tandflank met een plat vlak loodrecht op de draaias van het wiel;
- Tandvoet: het deel van de tand onder de steekcirkel;
- Topvlak: het bovenvlak van een tand;
- Uitwendige diameter: de diameter van de steekcirkel + twee keer het moduul;
- Zijvlak: de begrenzing aan de voor- en de achterzijde van een tand.
Constructies
Tandwielen worden voor allerlei doeleinden en in uiteenlopende samenstellingen gebruikt.
Enkele voorbeelden:
- Hypoïde tandwielen: conische tandwielen waarbij de twee assen elkaar niet snijden, maar kruisen. Ze worden onder meer gebruikt in auto’s en vorkheftrucks om de rotatie van de aandrijfas op de achteras over te brengen en zo de wielen aan te drijven.
- Planeetwielmechanisme: een constructie van tandwielen, waarbij de drijvende as en de aangedreven as op één lijn liggen. Een planeetwielmechanisme wordt doorgaans ingebouwd wanneer slechts een kleine ruimte beschikbaar is en heeft als voordeel dat een grote overbrengingsverhouding kan worden gerealiseerd.
- Tandheugel, heugel of tandlat: een rechthoekige staaf, aan een zijde voorzien van vertanding. Met een zogeheten rondsel - een klein tandwiel dat hierop ingrijpt - kan de staaf in lengterichting worden bewogen, doordat de roterende beweging van het tandwiel wordt omgezet in een lineaire beweging.
- Worm en wormwiel: wanneer de worm − een spiraalvormig tandwiel − wordt aangedreven, zal het wormwiel traag gaan draaien. Bijvoorbeeld een enkele tand per omwenteling van de worm, maar wel met een hoog koppel. In het omgekeerde geval zal de combinatie blokkeren.
Classificatie
Een classificatie is mogelijk op grond van de tand(wiel)vorm, de vorm van de tandlijn, het oppervlak waarop de tanden zich bevinden en de productiemethode. Normaal gesproken gebeurt dit conform een standaard die de tolerantievereisten na bewerking specificeert. De meest gangbare standaard voor cilindrische tandwielclassificatie is DIN 3962, waarbij de verschillende tandwielparameters worden gemeten en geclassificeerd op een schaal van 1 tot 12. Er zijn meerdere klantspecifieke standaarden gangbaar, maar die zijn allemaal vergelijkbaar met de DIN 3962.
De tandwielkwaliteitsklasse wordt over het algemeen bepaald door componentvereisten en hangt af van het tandwieltoepassingsgebied. Component, productieprocessen en batchgrootte bepalen de keuze van het gereedschap en de productiemethode, maar ook de gewenste kwaliteitsklasse is van belang. Die bepaalt namelijk de machinekeuze. De robuustheid daarvan, de wijze van montage van het te bewerken materiaal en de snelheid waarmee kan worden gewerkt, zijn mede bepalend voor het eindresultaat.
Productiefasen

Tandwielen zijn leverbaar in verschillende gelegeerde staalsoorten, waaronder CK45, cementeer staal (16MNCR5), nitreerstaal (42CRMO4) en rvs. Ze worden ook veelvuldig van kunststof gemaakt, maar deze categorie valt buiten het kader van dit artikel.
De productie van een tandwiel kent twee fasen: de zachte en de hardingsfase. Tijdens de zachte fase is het zaak te voldoen aan de maattoleranties. Gebeurt dit niet, dan is er sprake van slijtage, extra tandbelasting en lawaai. Bij het draaien van de harde onderdelen is een goede oppervlakteafwerking essentieel.
De meest toegepaste techniek om tandwielen te maken, is afwikkelfrezen (hobbing); geschikt voor uitwendige tandwielen waarbij de vertanding wordt gegenereerd door een reeks sneden met een spiraalvormig snijgereedschap. De afwikkelfrees en het in bewerking zijnde tandwiel roteren daarbij continu, totdat alle tanden zijn gefreesd. Dit kan snel gaan wanneer een afwikkelfrees met het juiste moduul (zie het kader 'Begrippen') voorhanden is. Zo niet, dan moet de afwikkelfrees op maat worden gemaakt. Afhankelijk van het type afwikkelfrees neemt dit met de productietijd meegerekend al gauw zes tot tien weken in beslag. De tandwielen kunnen na de productiefase direct worden gebruikt, dan wel een (na)behandeling ondergaan om ze te harden; zie het betreffende kader.
Er is een accentverschuiving van de gangbare tandwielbewerkingsgereedschappen naar multitaskbewerkingen
Overige technieken
Brootsen
Brootsen of trekfrezen is een verspaningstechniek waarbij het gereedschap een opeenvolgende reeks snijkanten heeft en een lineaire snijbeweging uitvoert. Zo kan in één enkele bewerking een complex profiel worden uitgefreesd zonder verdere nabewerking. Door te brootsen kunnen alle mogelijke niet-ronde gaten en groeven in een product worden aangebracht, waaronder spievertandingen op naven en assen.
Invomilling
InvoMilling maakt het mogelijk om met een en dezelfde gereedschapsset een groot aantal tandwielprofielen te produceren, doordat tussentijds niet het gereedschap maar het CNC-programma wijzigt. Zowel de doorlooptijden als de productietijd worden daardoor aanzienlijk verkort. De techniek is onder meer geschikt voor uitwendige tandwielen en spiebanen, dubbele spiraalvormige tandwielen en kepervertandingen.
Steken
Bij het steken wordt geen laag van het materiaal gedraaid, maar wordt hierin een groef aangebracht. En dit niet in vloeiende, roterende bewegingen, maar in de vorm van steken (schaven). Bij een steekbank beweegt de steekbeitel op en neer en schuift het werkstuk wanneer de beitel boven is telkens een klein stukje op.

Power skiving
Er is een accentverschuiving gaande van de gangbare tandwielbewerkingsgereedschappen naar multitaskbewerkingen van tandwiel- of spiebaancomponenten. Veelbelovend in dit verband is power skiving, een continu snijproces − bij uitstek geschikt voor inwendige vertanding − dat vele malen sneller verloopt dan schaven en veel flexibeler is dan brootsen. Het gebruik van hoogwaardige, gespecialiseerde machines is daarvoor bij de huidige stand van de techniek een randvoorwaarde. Hoewel het concept al meer dan een eeuw bestaat, is de ontwikkeling pas recent een nieuwe weg ingeslagen. Als gevolg van de snelle vooruitgang van robuustere en stabielere machines en gesynchroniseerde spillen, is inmiddels een brede(re) inzet van power skiving mogelijk. De methode werkt met name goed bij massaproductie, waar korte doorlooptijden van doorslaggevend belang zijn.
Met dank aan ABMI
Behandeling tandwielen
- Carboneren/cementeren: een thermochemisch diffusieproces, waarbij koolstof wordt toegevoegd aan het oppervlak;
- Carbonitreren, een variant van carboneren, waarbij naast koolstof een kleine hoeveelheid stikstof wordt toegevoegd;
- Nitreren: het slijtvastmaken van een staaloppervlak door stikstofdiffusie;
- Nitrocarboneren, een variant van nitreren, waarbij naast stikstof een kleine hoeveelheid koolstof wordt toegevoegd;
- Olieharden: de hardingskwaliteit van olie is vergelijkbaar met die van water, maar het trage(re) verloop maakt het metaal minder breukgevoelig;
- Inductieharden: een warmtebehandeling om de mechanische eigenschappen in een bepaald gebied van een onderdeel uit een ferro-metaal te verbeteren;
- Chemisch zwarten: onderdompeling in een alkalisch bad met een mengsel van zouten bij 140-145°C, waardoor het oppervlak via een chemische reactie een diep zwart uiterlijk krijgt.

