Combimachine al lang geen nichetoepassing meer
Lean en duurzaam produceren vereist naadloze aansluiting deelprocessen
De omvorming van grote, vlakke platen tot compleet nieuwe producten gebeurt in toenemende mate met combimachines. Dergelijke machines verenigen het beste van twee bewerkingen in één procesgang, waardoor die de noodzaak van secundaire bewerkingen beperken of zelfs elimineren. Nu het in het kader van het lean en duurzaam produceren steeds belangrijker wordt de verschillende deelprocessen naadloos op elkaar te laten aansluiten, zijn combimachines in het voordeel ten opzichte van de 'standalones'. Het assortiment breidt dan ook gestaag uit.
Opmars
Bedrijven investeren veelvuldig in moderne, steeds geavanceerdere en snellere machines om metaal te bewerken en vorm te geven. Dat kan met een standalone machine, maar gebeurt in toenemende mate met een combimachine. Dit type machine is nadrukkelijk bezig aan een opmars. Niet zo vreemd, omdat de stukkosten doorgaans substantieel lager uitpakken. De aard van het werkstuk is daarbij bepalend voor de werkwijze die wordt gehanteerd.
Combimachines kunnen de nadelen van de afzonderlijke bewerkingen beperken of elimineren
De charme van een combimachine is dat deze het beste van twee bewerkingen in één procesgang verenigt, en daarmee de noodzaak van secundaire bewerkingen beperkt of zelfs elimineert. Daarbij geldt echter dat een combimachine pas voordeel biedt ten opzichte van een 'single technology machine' wanneer er daadwerkelijk sprake is van 'the best of both worlds', en de nadelen van de afzonderlijke bewerkingen zoveel mogelijk kunnen worden geëlimineerd.
Typen combimachines
Bij combimachines voor plaatbewerking gaan de gedachten al gauw uit naar de pons-lasermachine. Logisch ook, gezien die combinatie ooit de primeur had. Inmiddels zijn er evenwel diverse andere plaatbewerkingsmachines die twee of meer technieken in zich verenigen.

2D- en 3D-snijden
Feitelijk is er bij dergelijke combimachines sprake van twee machines die dankzij hun modulaire opzet gecombineerd kunnen worden. De lasersnijkop wordt in dat geval door de beide modules gedeeld en kan als gevolg daarvan effectiever worden ingezet. Hetzelfde geldt overigens voor de laserbron. Het feit dat de lasersnijkop wordt gedeeld, betekent automatisch dat een van beide machines tijdens een bewerking stilstaat. Het is derhalve zaak goed te inventariseren welke producten voor een dergelijke combinatie in aanmerking komen.
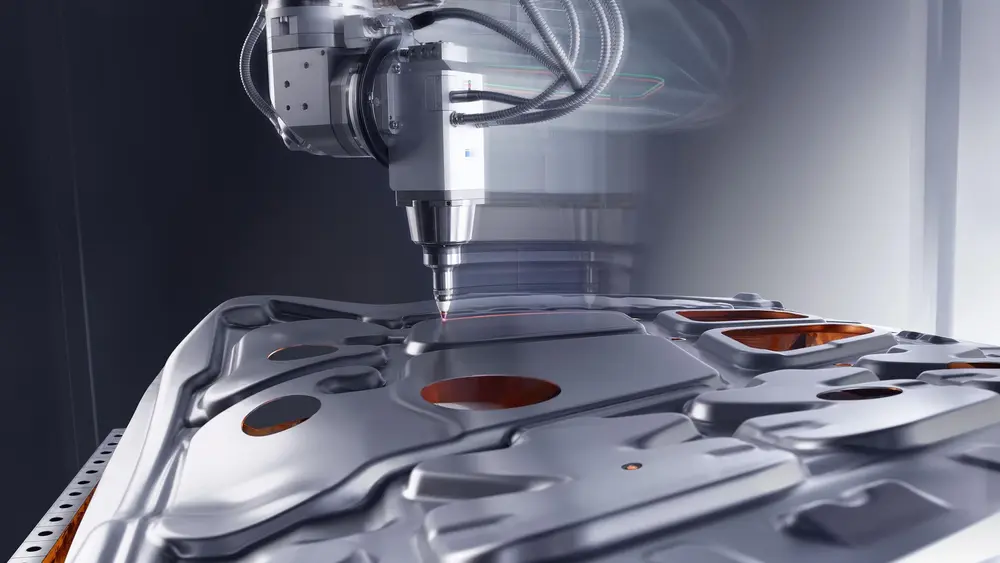
Laserlassen en lasersnijden
Op een 3D-machine kan door de optiek te vervangen op een even eenvoudige als snelle wijze een wisseling plaatsvinden tussen snijden en lassen. Een dergelijke combinatie geeft (veel) meer vrijheden bij de vormgeving en zorgt bovendien voor meer nauwkeurige en maatvaste producten. Wordt een dergelijke combimachine verder uitgebreid met een buissnij-inrichting, dan kunnen op een en dezelfde machine zelfs vier bewerkingen worden gecombineerd: buis snijden, plaat snijden, 3D-plaat snijden en het laserlassen van 3D-stukken.
Markeerunit Ook bewerkingsmachines met een daaraan gekoppelde markeerunit worden tot de combimachines gerekend. Bij snijmachines komt een dergelijke combinatie regelmatig voor, omdat een efficiënte routing daar nog vaak wordt beschouwd als een 'logistieke nachtmerrie'. Wanneer namelijk in de assemblagefase onderdelen blijken te ontbreken of verkeerd geleverd zijn, dan zal het werk alsnog of opnieuw moeten worden uitgevoerd, wat gepaard gaat met zowel vertraging als meerkosten. Het markeren van de onderdelen met een door de producent zelf gekozen code – een tekeningnummer of een code die aangeeft wat de vervolgbewerkingen zijn − kan dit voorkomen. De markering is krasvast, maar ook eenvoudig te verwijderen met thinner of solvent.
Ook bewerkingsmachines met een daaraan gekoppelde markeerunit worden tot de combimachines gerekend. Bij snijmachines komt een dergelijke combinatie regelmatig voor, omdat een efficiënte routing daar nog vaak wordt beschouwd als een 'logistieke nachtmerrie'. Wanneer namelijk in de assemblagefase onderdelen blijken te ontbreken of verkeerd geleverd zijn, dan zal het werk alsnog of opnieuw moeten worden uitgevoerd, wat gepaard gaat met zowel vertraging als meerkosten. Het markeren van de onderdelen met een door de producent zelf gekozen code – een tekeningnummer of een code die aangeeft wat de vervolgbewerkingen zijn − kan dit voorkomen. De markering is krasvast, maar ook eenvoudig te verwijderen met thinner of solvent.
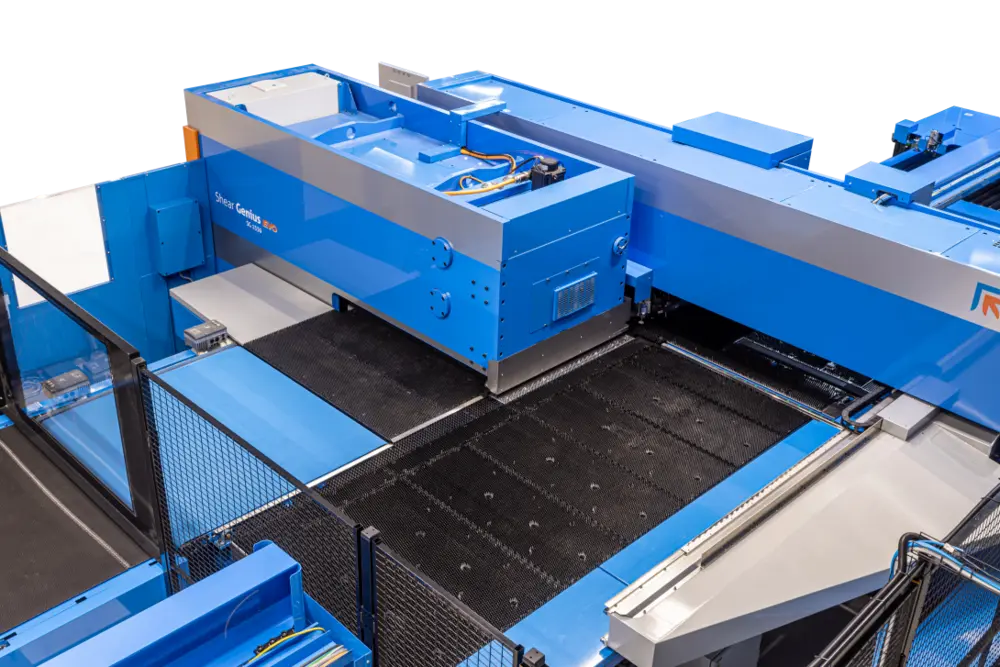
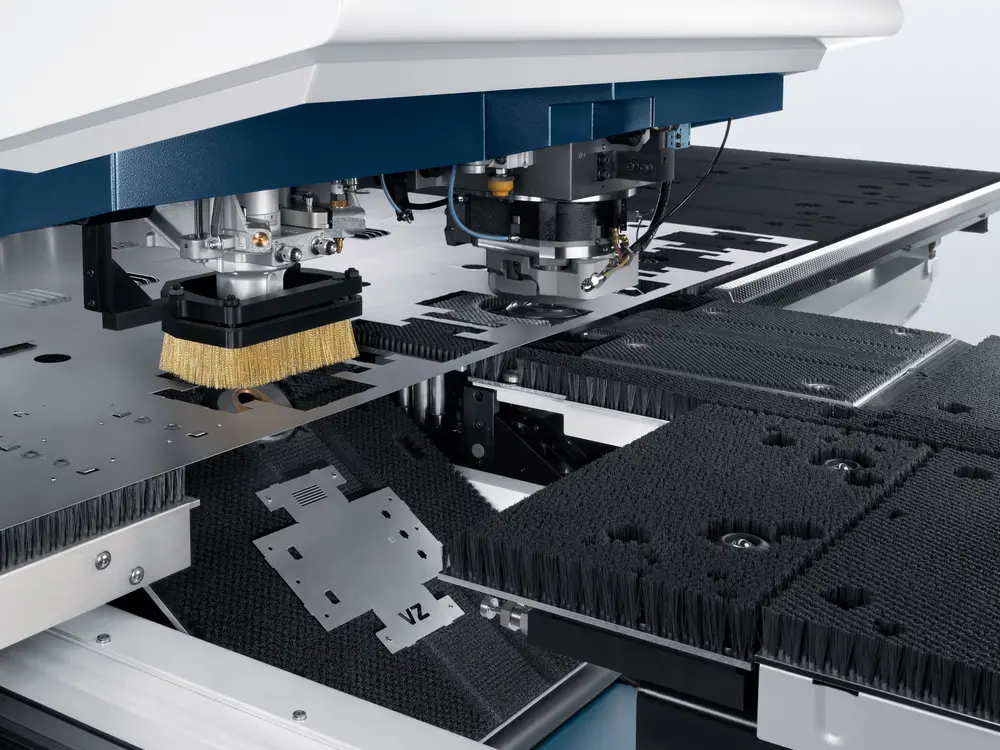
Ponsen en knippen
Aangezien het gros van alle gefabriceerde plaatwerkcomponenten rechthoekig is, werkt het efficiënt(er) deze componenten eerst te ponsen en ze vervolgens met een geïntegreerde haakse schaar – een zogeheten hoekschaar − los te knippen. Dit gebeurt in een modulair systeem. Een dergelijke geautomatiseerde, flexibele fabricage biedt diverse voordelen, zeker bij grote(re) series. Zo blijven er geen 'skeletten achter, zijn er geen 'nibbelsporen' en is er sprake van een hogere productiviteit tegen lagere productiekosten; zeker ook omdat er minder ponsafval ontstaat en er dus minder verspilling van grondstoffen plaatsvindt.
Ponsen en lasersnijden
Bij de pons-lasercombinaties wordt geprofiteerd van de snelheid van het ponsen voor de standaardgaten − bij grotere aantallen is die techniek goedkoper − en voor de vormvrijheid en snedekwaliteit van het lasersnijden. Standaardvormen en omvormingen worden aangebracht door de ponskop, complexe contouren worden gesneden met de laser. Soms zijn nog extra bewerkingen nodig als omvormen of tappen. Aanvankelijk vonden dergelijke machines weinig aftrek, maar doordat de prijs is gedaald en ze bovendien compacter zijn geworden, komt er steeds meer vraag naar.
Ponsen en plasmasnijden
Met processen als 3D plasma bevel snijden, autogeen snijden en boren biedt een dergelijke combimachine tal van mogelijkheden om de workflow te optimaliseren en de kosten per onderdeel te verlagen. Deze combimachine leent zich overigens ook goed voor het aanbrengen van vervormingen. Als daarbij gebruik wordt gemaakt van een actieve matrijs is het ook mogelijk te vervormen vanaf de onderzijde van de plaat naar boven. Deze werkwijze voorkomt dat er deuken in de plaat komen rond de vervorming.
Snijden van buis/profiel en plaat
Hierbij is er sprake van twee modules: een vlakbedlaser voor het snijden van plaatwerk en een buislaser voor het snijden van buizen en profielen. Aangezien werkstukken steeds vaker bestaan uit een combinatie van buis/profiel- en plaatwerk, kan er met de combi veel tijdwinst worden geboekt. Zo verlopen het realiseren van gaten en het (onder verschillende hoeken) afkorten in buizen/profielen veel efficiënter dan met de traditionele boor-/zaagmethoden. De buislaser maakt het bovendien mogelijk om − naast ronde gaten − met uiterste precisie ook sleufgaten, vierkante gaten en vrije vormen te snijden.
Waterstraal- en plasmasnijden
Veel minder bekend is de combimachine die waterstraal- en plasmasnijden in zich verenigt. Deze combi wordt doorgaans ingezet voor het snijden van producten die slechts voor een beperkt deel van het snijwerk een hoge nauwkeurigheid vragen. Waar standaardnauwkeurigheid in het werkstuk volstaat, vindt het snijden plaats met plasma. Waar extra precisie nodig is, komt de waterstraal in actie. Behalve dat het materialenportfolio dat op een dergelijke machine kan worden bewerkt aanzienlijk breder wordt, liggen de stukkosten bij de juiste toepassing ook nog eens beduidend lager.
Omvormen en additive manufacturing
 Een combinatie in ontwikkeling is die van het niet-verspanend bewerken of omvormen – onder meer ponsen, buigen, dieptrekken, strekken en pletten − en additive manufacturing. Die toenemende belangstelling is overigens niet zo vreemd, aangezien AM staat voor lichtgewicht construeren, weinig materiaalverbruik en de mogelijkheid tot het maken van producten met complexe contouren.
Een combinatie in ontwikkeling is die van het niet-verspanend bewerken of omvormen – onder meer ponsen, buigen, dieptrekken, strekken en pletten − en additive manufacturing. Die toenemende belangstelling is overigens niet zo vreemd, aangezien AM staat voor lichtgewicht construeren, weinig materiaalverbruik en de mogelijkheid tot het maken van producten met complexe contouren.
Machines die zijn uitgerust met een zogeheten laseroplaskop kunnen worden gebruikt voor het aanbrengen van modificaties aan bestaande onderdelen en reparaties. Ook is een dergelijk lasertype in te zetten voor zowel het laserlassen als het laserharden, een ideale techniek voor het veredelen van zwaar belaste, complexe componenten.
Potentieel
Omdat producten steeds complexer worden, hebben bedrijven in toenemende mate behoefte aan een machine die verschillende technologieën combineert; ook al omdat bepaalde bewerkingen nu eenmaal niet mogelijk zijn op een 'single technology machine'.
Een tweede reden daarvoor is het feit dat het in het kader van het lean en duurzaam produceren steeds belangrijker wordt om de verschillende deelprocessen naadloos op elkaar te laten aansluiten. Ook van de metaalsector wordt verwacht dat deze bij een lager energieverbruik meer en efficiënter produceert, en ook dan zijn combimachines in veel gevallen in het voordeel ten opzichte van de 'standalones'. Niet alleen omdat daarbij twee in elkaars verlengde liggende bewerkingen zonder verdere tussenkomst kunnen plaatsvinden – geen handling, geen setup − ook en vooral omdat de automatiseringsgraad bij combimachines over het algemeen beduidend hoger ligt dan bij een standalone. Een voorbeeld daarvan is het feit dat alle stukken na de gecombineerde bewerking door middel van een robotgrijper gemakkelijk gestapeld kunnen worden volgens de klantgerichte productieflow.
De opmars van flexibele combimachines is een feit en van een nichetoepassing is dus niet langer sprake, wat overigens niet wil zeggen dat alle functies van een combimachine ook daadwerkelijk continu in gebruik zijn.
Combimachines bieden een groot aantal voordelen maar van 'best of both worlds' is pas echt sprake als de nadelen van de afzonderlijke bewerkingen zoveel mogelijk kunnen worden geëlimineerd. Bovendien moet elke (toekomstige) gebruiker zich realiseren dat het (kunnen) werken met deze machines een forse investering vergt in zowel kennis als geld.
Met medewerking van Amada, Haco, LVD, Prima Power en VAC Machines

